
磁粉检测(Magnetic Particle Testing, MPT)作为一种应用广泛的无损检测方法,其根本原理植根于基础电磁学。要真正掌握并高效运用这一技术,就必须深入理解铁磁性材料在外磁场中的行为,以及缺陷如何“扰乱”这一行为从而被我们“看见”。这一切的起点,是理解几个核心的磁学物理量。
任何磁体或载流导体,都会在周围空间形成一个特殊的作用场——磁场。我们使用磁场强度 (H) 这个物理量来描述磁场的大小和方向。可以将其理解为外部施加的、驱动材料磁化的“力”。在国际单位制(SI)中,磁场强度的单位是安培每米 (A/m)。尽管旧单位奥斯特 (Oe) 已被废除,但在一些传统文献中仍可能见到,其换算关系为 1 Oe = (1000 / 4π) A/m。
当我们将一块可磁化的材料(例如一块钢板)置于磁场强度为 H 的外磁场中时,材料内部会发生磁化,产生一个额外的附加磁场。磁感应强度 (B) 所描述的,正是这个外加磁场与材料内部附加磁场的矢量和。因此,B 更能真实地反映材料被磁化后的内部磁场状态。
B 是一个矢量,通常用磁感应线(或磁力线)来形象地表示。其大小可以通过穿过垂直于磁力线方向单位面积的磁通量 (Φ) 来定义,即 B = Φ/S。为此,磁感应强度也常被称为磁通密度。其法定计量单位为特斯拉 (T),旧单位高斯 (Gs) 与之的换算关系约为 1 T = 104 Gs。
不同的材料对外部磁场的“响应能力”千差万别。磁导率 (μ) 正是衡量材料被磁化难易程度的物理量,它直接反映了材料传导磁力线的能力。其定义为材料内部的磁感应强度 B 与外部磁场强度 H 的比值,即 μ = B/H。
为了便于比较,我们引入相对磁导率 (μᵣ) 的概念,它等于材料的磁导率 μ 与真空磁导率 μ₀ (一个常数,μ₀ = 4π × 10-7 H/m) 的比值:μᵣ = μ/μ₀。
依据材料在外磁场中不同的磁性响应,可将其分为三类:
铁磁性材料的磁化过程并非简单的线性关系,而是呈现出一种被称为“磁滞”的复杂现象,通过磁滞回线(B-H 曲线)可以完整地描述这一过程。
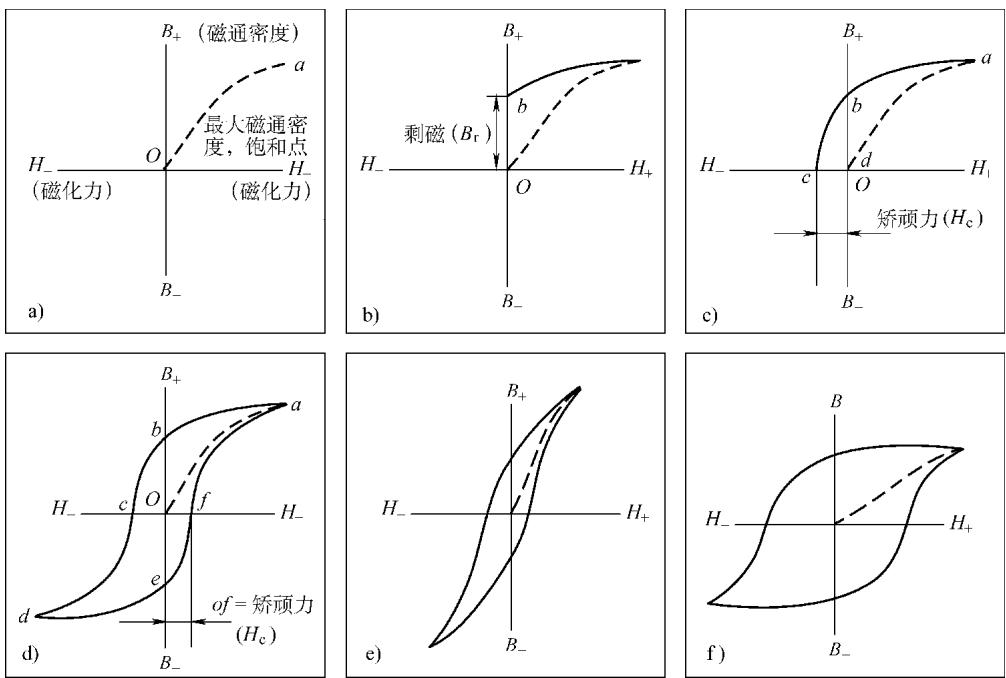 图1 铁磁性材料的磁滞回线
图1 铁磁性材料的磁滞回线
磁滞回线的“胖瘦”具有重要的物理意义:细长的回线 (图1e) 意味着材料的剩磁和矫顽力都较低,易于磁化也易于退磁,被称为“软磁材料”。而宽胖的回线 (图1f) 则代表高剩磁和高矫顽力,难以磁化也难以退磁,被称为“硬磁材料”或“永磁材料”。
磁粉检测的根本,在于利用缺陷处产生的漏磁场来吸附磁粉,从而显示缺陷。一个缺陷能否被有效检出,直接取决于其产生的漏磁场强度。影响漏磁场的关键因素包括:
要精确评估和识别不同类型的缺陷,需要对上述因素进行综合考量和控制,这往往涉及到复杂的参数优化和专业的经验判断。如果您在实际工作中也面临类似的材料缺陷分析挑战,我们非常乐意与您一同探讨解决方案。
当一个有限尺寸的工件(如一根钢棒)被磁化后,其两端会形成磁极。这些磁极自身会产生一个方向与内部主磁场相反的磁场,即反磁场,如图2所示。
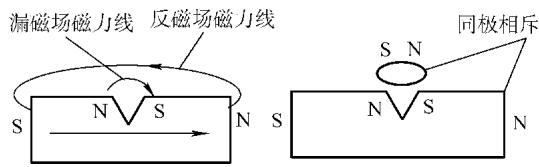 图2 反磁场概念示意图
图2 反磁场概念示意图
反磁场会削弱工件内部的有效磁场,进而影响漏磁场的强度。其影响大小与试件的长径比 (L/D) 密切相关。长径比越大,反磁场效应越弱;反之,对于短粗的工件,反磁场效应则非常显著,是在进行磁粉检测时必须考虑的因素。
对这些磁学原理的深刻理解,是从业者将磁粉检测从“按规程操作”提升到“精准解决问题”的关键。它不仅指导着我们如何选择合适的磁化规范,也帮助我们准确判读检测信号,最终确保产品质量的可靠性。
精工博研测试技术(河南)有限公司(原郑州三磨所国家磨料磨具质量检验检测中心),央企,国字头检测机构,专业的权威第三方检测机构,专业检测磁粉无损检测,可靠准确。欢迎沟通交流,电话19939716636












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
