
| 术语 | 含义 | 工程上最关心的点 |
|---|---|---|
| 溶剂回收 | 吸附捕集有机蒸汽并再生回收 | 回收率、能耗与安全 |
| 富集倍数 | 入口浓度到吸附相的浓缩比 | 决定经济性与达标 |
| 突破时间 | 出口浓度达到阈值的时间 | 服务寿命与更换周期 |
| PSA | 变压吸附 | 周期、塔数与压缩能耗 |
| 工作容量 | 多循环后可重复利用的容量 | 再生型装置核心 KPI |
| 吸附热 | 吸附放热导致床层升温 | 过热、着火与失效风险 |
活性炭对有机蒸汽在低分压下仍表现出很强吸附能力。一个典型直觉例子是甲苯:即便空气中甲苯仅约 0.11 g/m³,柱状活性炭仍可吸附约 18 wt% 的甲苯,体现出极高富集能力。这种“把稀变浓”的能力既有环保价值,也有制备超纯气体的工艺价值。
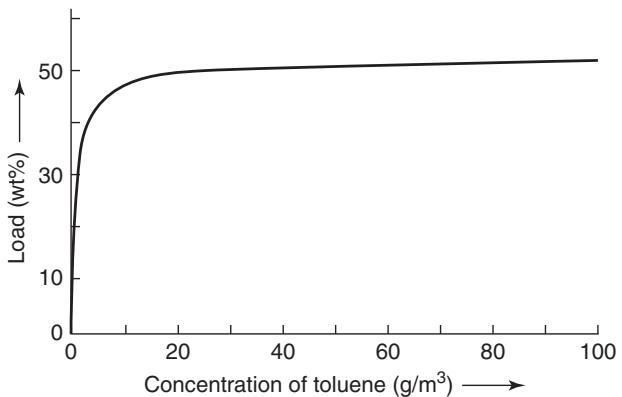
图1. 甲苯的线性吸附等温线示意(原始图 9.14)
常见溶剂回收行业与溶剂类型包括:印刷(甲苯、石油醚等)、金属脱脂(氯代溶剂)、橡胶(苯/甲苯)、粘胶纤维(CS₂)与干洗(四氯乙烯)等。工程上通常在 1–20 g/m³ 的溶剂浓度区间追求 >90% 去除效率。
溶剂回收常用立式或卧式固定床吸附塔,多塔并联轮换实现连续运行:吸附时气流多为自下而上,解吸(如热蒸汽)常反向通过以提高解吸效率并带走溶剂。典型流程包括吸附、蒸汽解吸、热风干燥与冷风冷却。
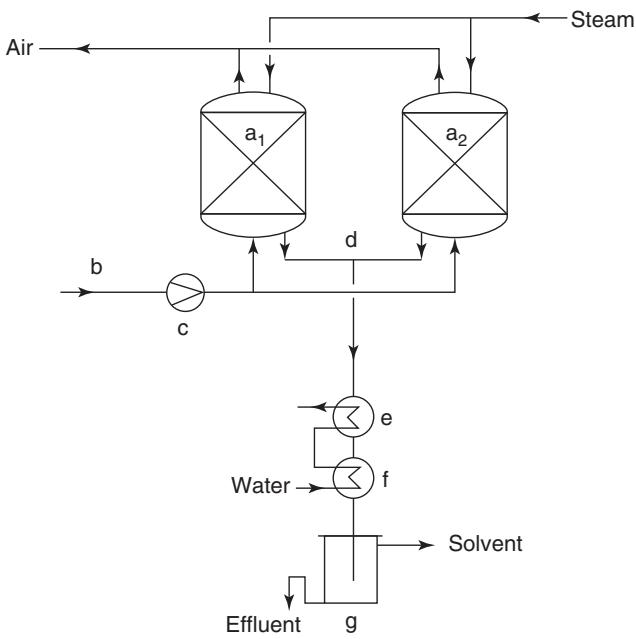
图2. 溶剂回收装置流程示意(原始图 9.15)
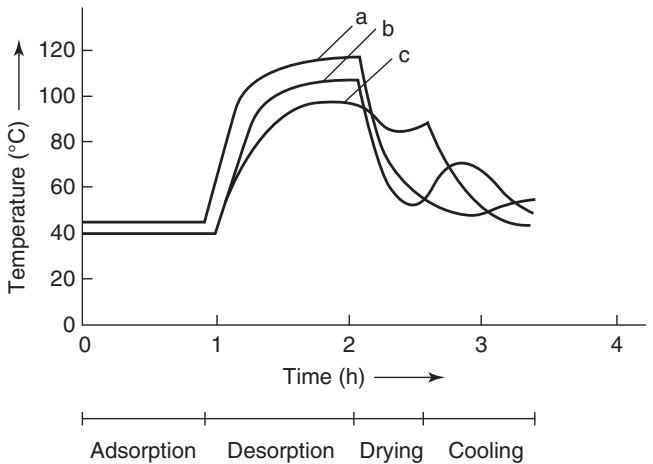
图3. 溶剂回收循环中的床层温度—时间曲线示意(原始图 9.16)
典型设计/操作范围(整理自原始数据):
| 参数 | 典型范围 |
|---|---|
| 空气流速 | 0.2–0.4 m/s |
| 空气温度 | 20–40°C |
| 床层高度 | 0.8–2.0 m |
| 蒸汽流速 | 0.1–0.2 m/s |
| 吸附时间(单塔) | 2–6 h |
| 干燥/冷却时间 | 各 0.2–0.5 h |
| 单周期吸附量 | 10–25 wt% |
| 蒸汽/溶剂比 | (2–5):1 |
更低流速通常提高吸附利用率,但也会降低带走吸附热的能力,导致床层局部升温甚至点燃。溶剂回收系统的设计必须把热管理作为硬指标,不能只用“更低压降/更长接触时间”做单目标优化。此外,磨耗与热/化学应力会产生细粉,需要定期清理与补充新炭以保持压降与传质稳定。
工艺气净化、压缩空气除油、废气净化与防护领域常用活性炭吸附痕量杂质。为提高对特定杂质的去除,常采用浸渍炭;但浸渍炭往往不可回收再生(机理转为化学固定)。
典型例子包括:
个人防护方面,滤毒罐通常必须使用细粒炭以获得紧凑结构;颗粒越大服务时间越短(例如 0.8 mm 可到 75 min,而 4.0 mm 可能仅 5 min 的量级)。
PSA 的共同特点是:高压吸附、低压或真空解吸,并可加入产品气冲洗与升压步骤。周期通常为几十秒到几分钟,因此常用 8–16 塔轮转以降低压缩能耗与压力波动。用于分离的吸附剂常为 CMS 或具有分子筛特性的超细孔活性炭:例如在 1.5–4.0 MPa 吸附 CO/CH₄ 得到高纯 H₂,再在 0.2–0.5 MPa 解吸释放杂质;同类方法也用于空分与沼气提纯。
活性炭/活性焦对 SO₂ 的直接吸附量通常只有几个质量百分点,因此很多烟气工艺依赖活性焦的催化氧化能力,将 SO₂ 在 O₂ 与水存在下转为硫酸:
2SO₂ + O₂ + 2H₂O → 2H₂SO₄
失活活性焦可在 400–500°C 热再生,碳骨架参与还原:
2H₂SO₄ + C → 2SO₂ + CO₂ + 2H₂O
这会消耗部分碳并提高内表面积,某种意义上把活性焦“越用越像活性炭”。NO 的去除可利用活性炭催化并引入 NH₃ 进行选择性还原:
4NO + 4NH₃ + O₂ → 4N₂ + 6H₂O
垃圾焚烧等场景也常见 PAC 喷入烟道、布袋除尘器捕集并在滤饼层继续吸附的路线。
溶剂回收为什么常能做到 >90% 去除? 因为活性炭对有机蒸汽在低分压下仍有高吸附能力,且多塔切换可把床层利用率做上去。
为什么流速不能太低? 流速过低会导致吸附热难以带走,床层温升过高可能引发着火风险。
浸渍炭为什么往往不可再生? 因为去除机理从物理吸附变为化学固定,产物形态与位点不可逆,回收成本高。
PSA 为什么需要这么多塔? 因为周期短且需连续供气,多塔轮转能减少压力波动并降低压缩能耗。
烟气脱硫为什么不单靠吸附? 因为 SO₂ 吸附容量有限,工业工艺更多依赖在炭表面催化氧化生成硫酸并再生循环。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
