
| 术语 | 含义 |
|---|---|
| PAN | 聚丙烯腈(Polyacrylonitrile) |
| AN | 丙烯腈单体(Acrylonitrile) |
| DMF | 二甲基甲酰胺(Dimethylformamide) |
| DMAC | 二甲基乙酰胺(Dimethylacetamide) |
| 稳定化 | 通过环化/脱氢/氧化交联等反应使纤维不可熔、不可燃 |
| 梯形聚合物 | 环化后形成的“梯子状”骨架结构,是炭化的前置形态 |
| DSC | 差示扫描量热(Differential Scanning Calorimetry) |
高性能结构复合材料持续推动碳纤维的性能与成本边界,同时也把“纤维—基体界面”推成一个与材料本体同等重要的问题。对 PAN 基路线而言,工艺上最难的部分并不是“把温度升上去”,而是把多段反应、收缩、放热与氧扩散锁成可重复的窗口。
PAN 基碳纤维的发展起点可以追溯到 1950 年前后:在约 570 K 的空气热处理条件下,PAN 纤维可转化为黑色阻燃材料。随后逐步形成的一条关键经验是:要得到柔性阻燃纺织品并保持原有纤维结构,必须严格控制 420–580 K 区间的强放热反应,并通过机械手段把热处理阶段的收缩压下去。对稳定化施加“约束/拉伸”并由此获得更高模量(最高可到约 420 GPa)的路径,逐渐成为 PAN 基碳纤维的标准做法。
PAN 的工业化纤维制造与溶剂体系密切相关。1930 年代开始的探索,推动了可用溶剂的发现与工业化应用。DMF是最早的工业可用溶剂之一,随后 DMAC 等体系进入生产;除有机溶剂外,也存在以某些有机盐水溶液、DMSO、ZnCl2 水溶液、NaSCN 与硝酸等为代表的路线。
PAN 的聚合方式既可以是阴离子反应,也可以是自由基反应;从工程角度看,自由基引发的聚合/共聚更常用于 PAN 生产,而阴离子溶液聚合可提供更高的时空产率。乳液体系中 PAN 往往以细粉形式析出,经过滤、洗涤、干燥后再进入溶解与纺丝。
普通纺织级 PAN 往往采用三元共聚体系:AN 约 89–95 wt%,4–10 wt% 的非离子共聚增塑组分,以及约 1 wt% 用于与染料化学结合的助剂。用于碳纤维前驱体时,共聚单体含量更低,通常低于 3 wt%。常见共聚单体包括衣康酸、丙烯酸、甲基丙烯酸甲酯、甲基丙烯酸与醋酸乙烯酯等,其中离子性与酸性共聚单体会影响热处理反应活性、放热行为等动力学特征。
PAN 前驱体的关键不是“纺出纤维”,而是纺出高取向聚合物结构,以便在炭化后获得更好的 C—C 键取向。PAN 纤维可通过熔融纺丝、湿法纺丝与干法纺丝成形;对 PAN 前驱体而言,湿法纺丝仍是最重要路线。曾有经济性更强的熔融纺丝路线被报道,但工业化仍存在现实门槛。
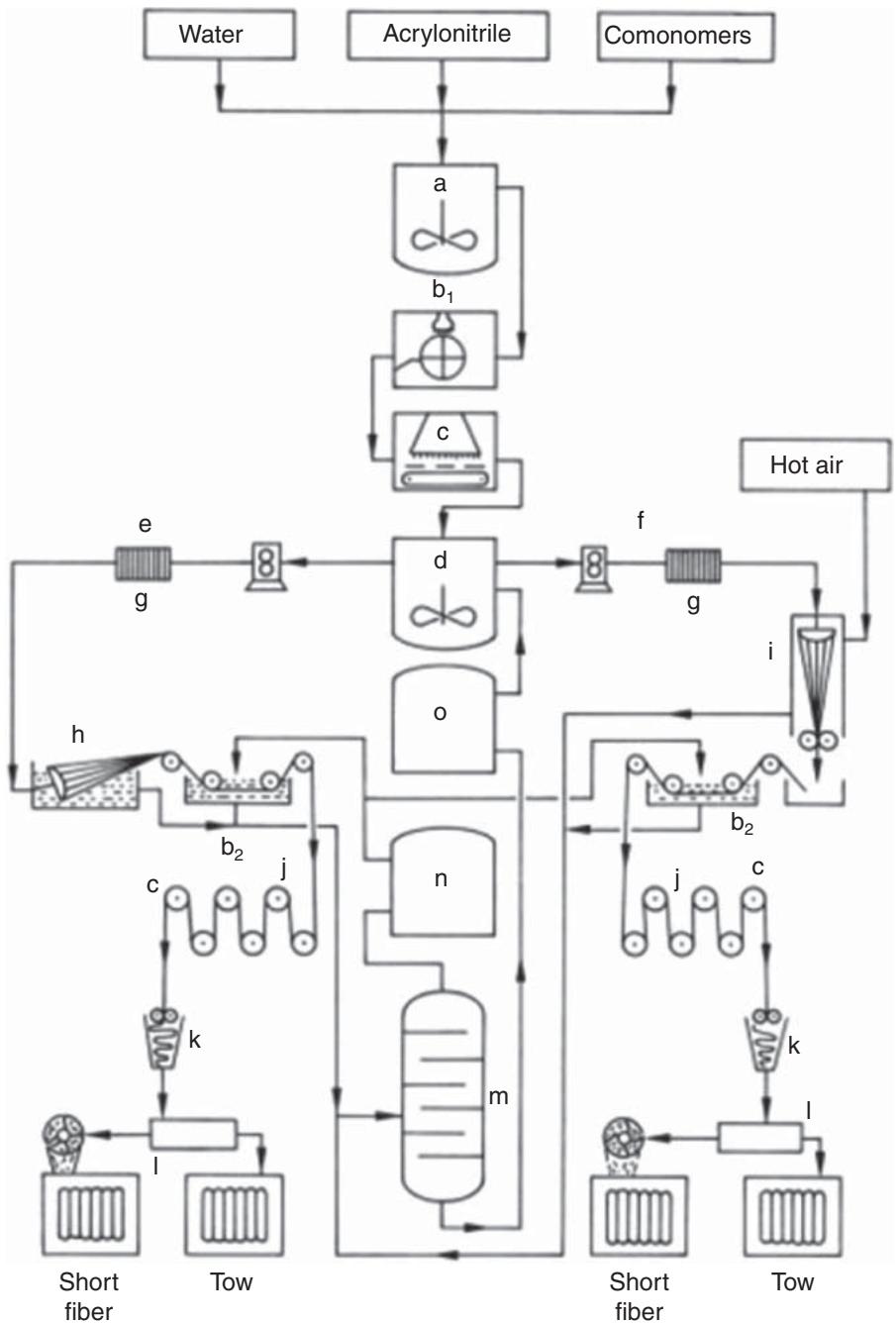
图1. PAN 纤维制造流程示意:聚合、洗涤过滤、溶解与湿/干法纺丝等单元
a
b
c
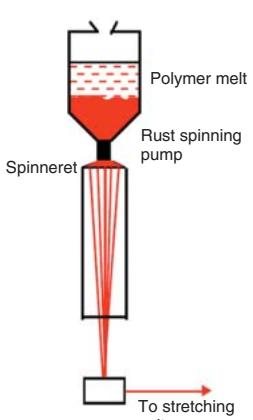
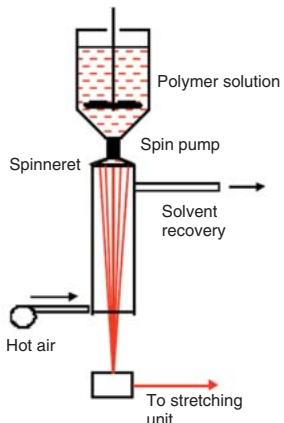
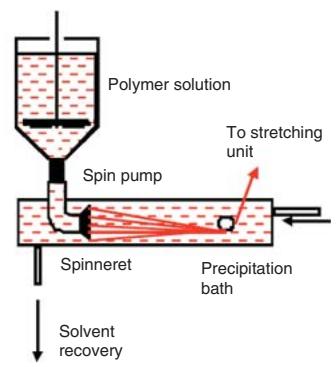
图2. 不同纺丝路线示意:熔融纺丝、溶剂纺丝与干法纺丝
溶解与纺丝阶段的关键溶剂组合中,湿法纺丝常优先使用 DMF 与 DMAC;DMF 也可用于干法纺丝。碳纤维前驱体路线还可能使用硝酸、氯化锡与硫氰酸盐(例如硫氰酸钠)等无机体系。共聚组成、纺丝技术与尤其是溶剂选择往往具有商业保密属性。
在取向形成上,纺织级与前驱体级最大的差异是拉伸倍数:纺织级通常为 2–10 倍,而前驱体可达 12 倍或更高。过度拉伸会在聚合物纤维中引入缺陷,后续会演化为碳纤维缺陷并削弱强度。极高强度与高韧性目标,要求前驱体纺丝条件具备低杂质含量,并通过细致拉伸获得晶区与非晶区的合理组合。
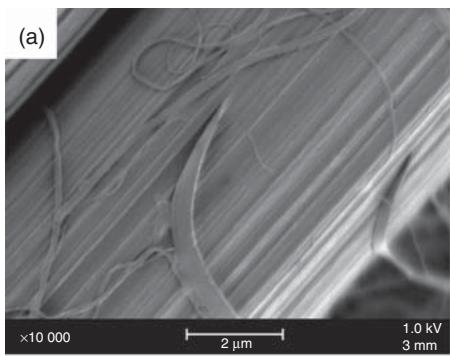
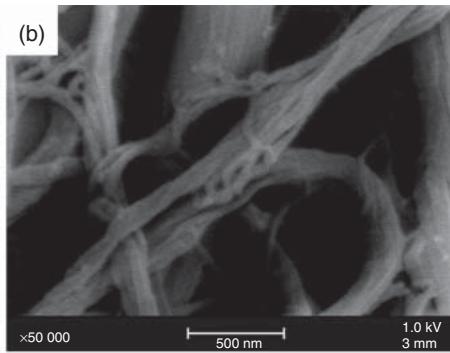
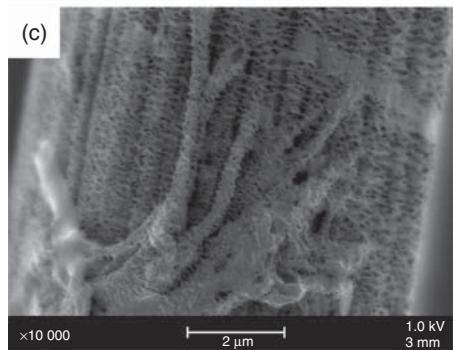
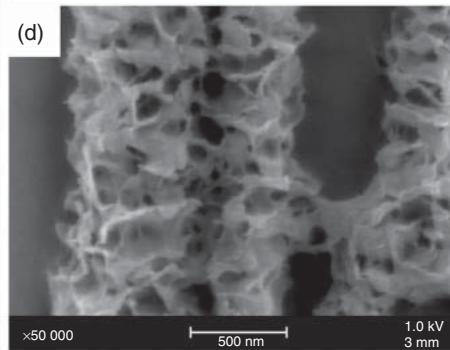
湿法纺丝 PAN 纤维的纤原形貌可呈现差异显著的类型:既可能是表面光滑、体相较均一的形态,也可能出现带有“中心主干 + 垂直层片”的结构,导致表面更粗糙,并与结晶层片取向相关。随着结晶度提高,“主干—串珠(shish-kebab)”类型纤原的相对比例可增加。
a
b
c
d
图3. PAN 纤原的两类典型形貌:光滑纤原与带层片微结构纤原
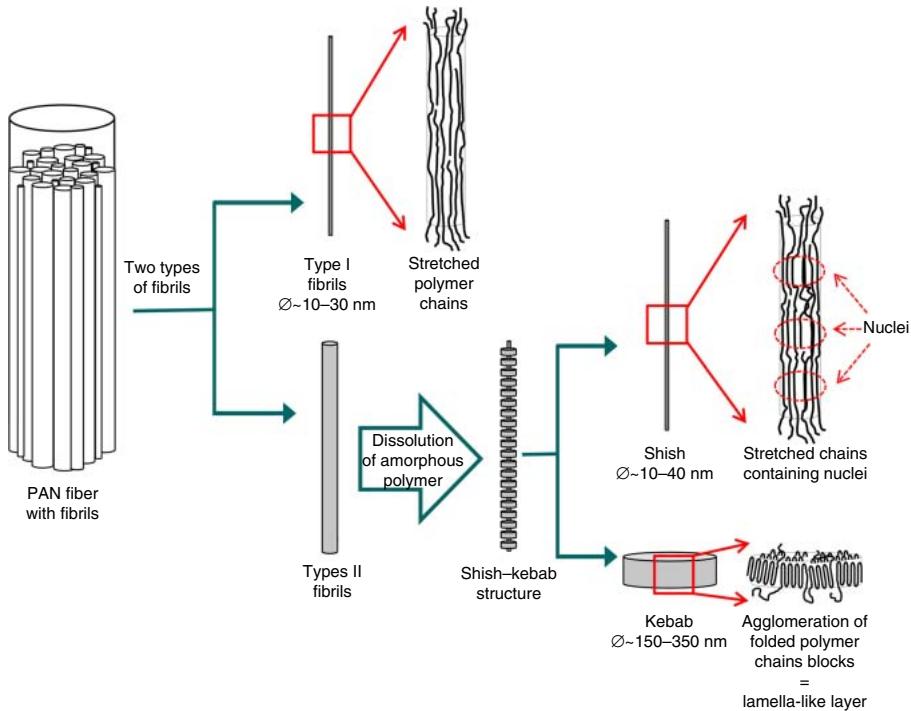
图4. PAN 纤原结构模型示意:不同类型纤原的差异
纺丝后的工序直接影响纤维束的均匀性与后续稳定化一致性,典型步骤包含洗涤、牵伸、上油(finish)、卷曲、干燥与包装。
洗涤通常使用热水(例如 80°C)在多段或滚筒式洗涤设备中去除残余溶剂与盐类,洗涤水可通过蒸馏等方式回收溶剂,并常采用逆流方式以提高效率。洗涤往往在牵伸前进行,以利用较低纤维束速度带来的更长停留时间实现更充分清洗。
牵伸通常分两步或多步在牵伸槽中完成,常用介质是接近沸点的水(例如 99°C),牵伸比可在 1:2 到 1:10 范围。牵伸决定了分子链预取向,从而影响强度、模量与断裂伸长;除水牵伸外,也可采用蒸汽牵伸或导辊牵伸。
上油可在浸渍槽中进行,常用含活性阴离子组分的水体系,上油剂可包含乙氧基化脂肪酸、乙氧基化磺酸盐或磷酸酯等,用于抑制静电并赋予表面适当黏附与平滑性;上油含量可在 0.2–0.4% 区间。
卷曲通常通过蒸汽加热使纤维束更易成形,再通过两只恒温卷曲辊将纤维束送入卷曲箱并连续推出;在部分设备中可向卷曲箱引入蒸汽以实现收缩并提高卷曲稳定性。卷曲类型会影响纤维束的抱合性与纱线手感,而温度与卷曲箱压力等条件决定卷曲效果,共聚单体比例、含水量与上油类型也会影响纤维束热塑性与摩擦行为。
干燥对纤维束形态均匀性很关键,干燥温度可在 120–170°C,目标含水量约 1–2%。PAN 不像聚酰胺或聚酯那样结晶,但干燥/退火可增加 X 射线可见的近有序区域。完成卷曲与干燥后的纤维束线密度可达到约 100 g/m,包装重量可到约 300 kg;卷曲质量直接影响后续工序中牵出纤维束的稳定性。
PAN 属于热塑性聚合物,温度超过 370°C 会分解,因此在炭化前必须进行稳定化。稳定化通常在空气中 200–300°C 进行,纤维颜色从白到黄/棕再到黑,同时抑制聚合物链塌陷以保持纤维形态。稳定化后的中间体纤维不可熔、不可燃,可在惰性气氛中进一步炭化为碳纤维。

图5. PAN 在空气中稳定化过程的颜色变化
稳定化反应长期缺少可完全一致的反应机理描述,且反应与最终碳纤维结构之间的对应关系仍有开放问题。经验上,稳定化过程中纤维密度会随处理时间上升。
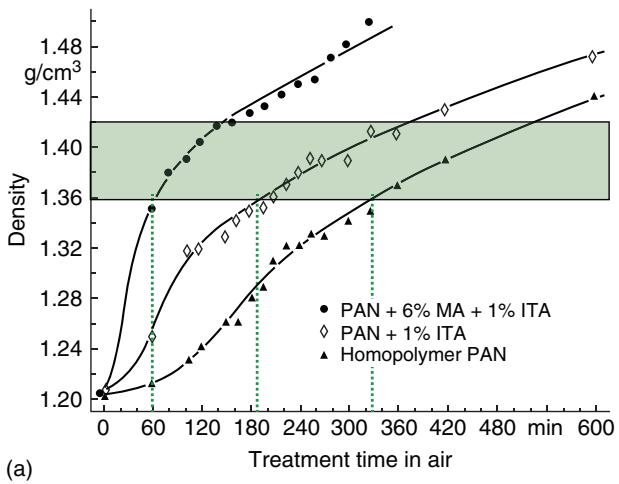
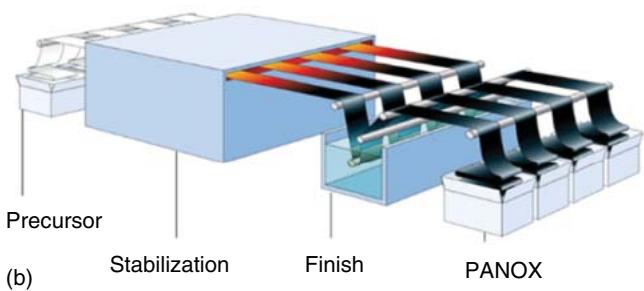
图6. 稳定化过程中密度随时间变化与稳定化炉示意
典型驻留时间约 1–2 小时,目标密度约 1.36–1.40 g/cm³;达到这一密度区间后,材料可实现不可熔、不可燃。目标密度与聚合物化学组成变化、共聚单体含量以及反应条件相关。
稳定化阶段的过程控制难点来自“扩散控制 + 强放热”。反应需要氧进入纤维并伴随气态副产物逸出,因此气固反应与扩散障碍会共同影响热与质传递。
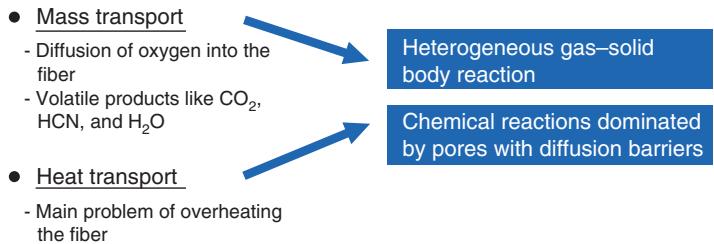
图7. 稳定化过程中的质量与热量传递:气固反应与扩散障碍的耦合
DSC 能直观呈现放热反应的温度区间与强度差异:在空气与氮气中都可观察到显著放热行为;工业上更倾向采用氧化性气氛稳定化,以获得更高的后续成碳收率。
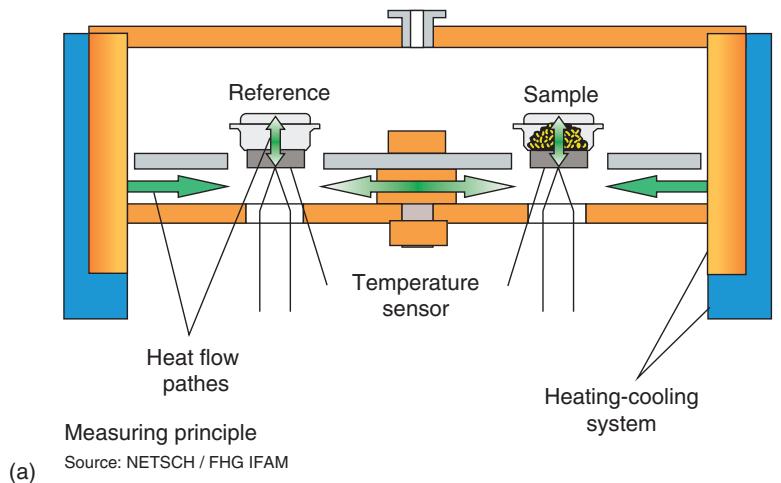
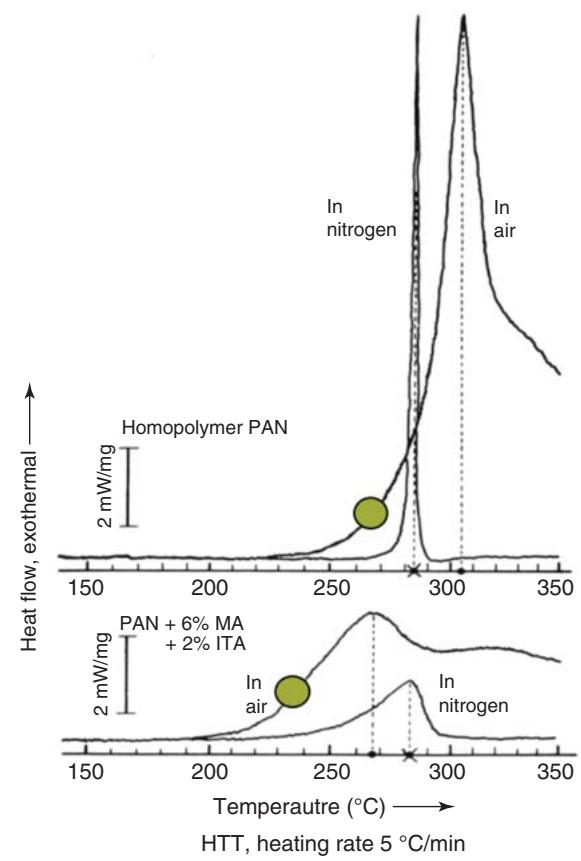
图8. DSC 原理与 PAN 在氮气/空气中稳定化放热行为对比
稳定化反应的强度可被描述为“氧氢反应的两到三倍”量级,这对装备与控制提出很高要求。
图9. 稳定化反应强放热特征示意
从结构演化上看,稳定化可理解为热塑性链发生环化并向含氮杂环体系发展,同时发生脱氢并形成共轭双键,逐步得到梯形聚合物;在缺氧条件下可以发生环化而不同时发生脱氢。
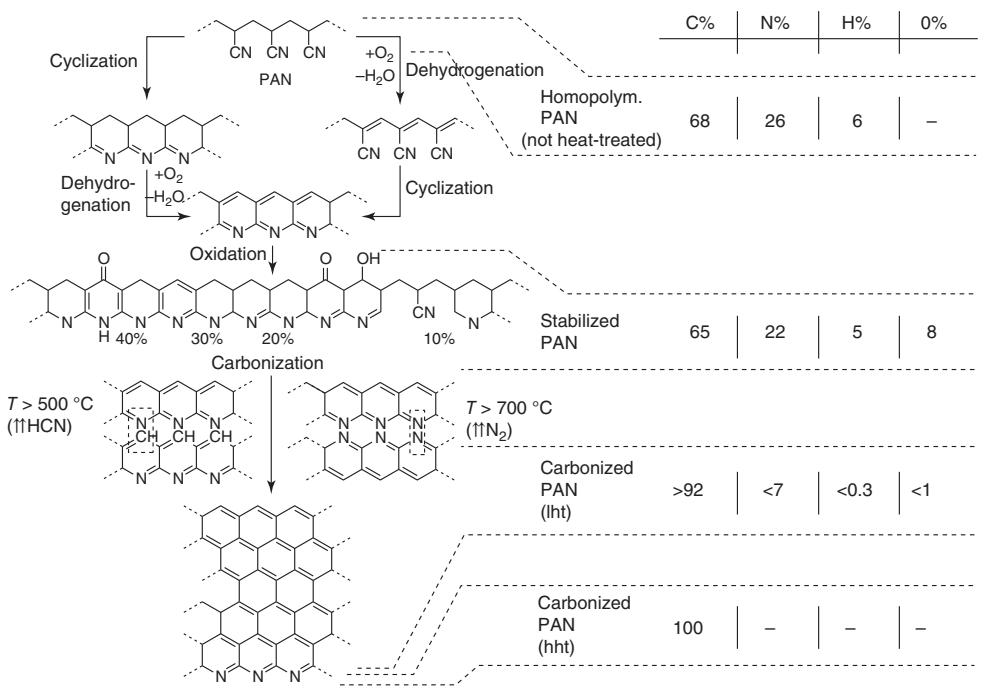
图10. 稳定化与炭化化学过程的简化示意
稳定化过程中的氧摄取与侧反应会随时间持续进行,可通过元素分析跟踪氧含量随反应推进的变化。
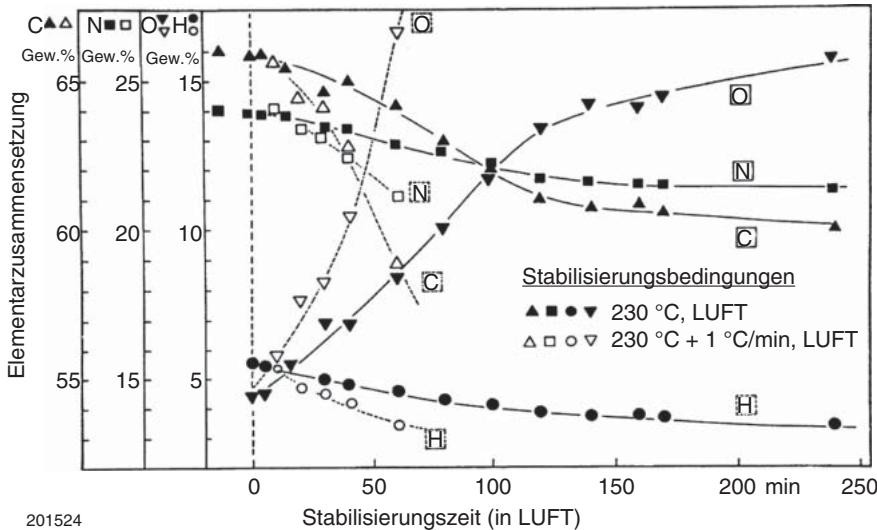
图11. 元素组成随稳定化时间与条件变化的示意
稳定化温度程序存在多种路线:等温与非等温、线性与双曲等升温曲线都被使用。总体趋势是非等温温度程序可缩短反应时间,而仍达到相同的目标密度;也存在先在缺氧条件下完成环化、再在空气中完成稳定化的两步路线。氧含量存在上限控制需求:氧含量过高会在炭化中以 CO/CO2 形式造成碳损失。
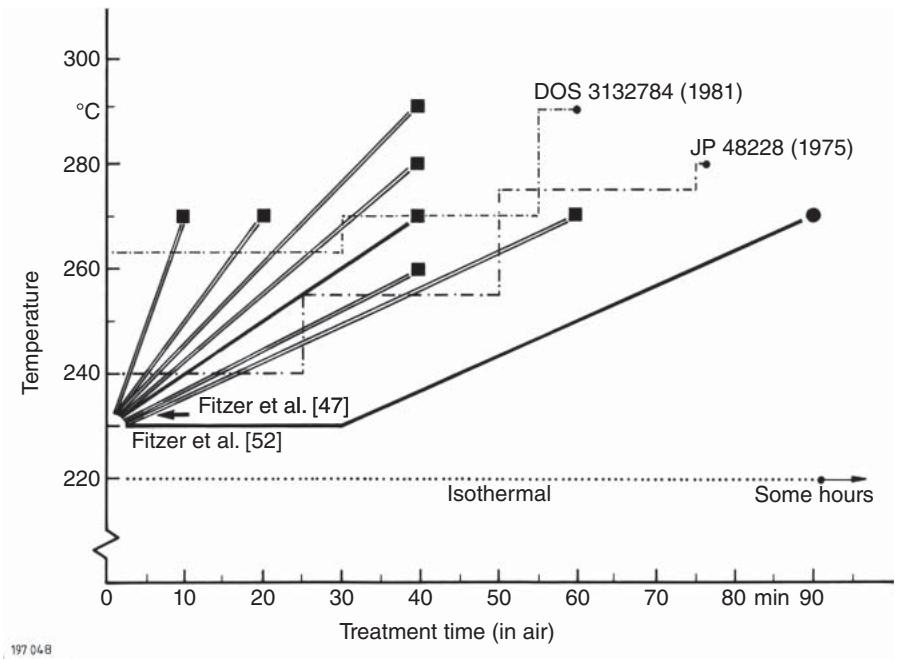
图12. 文献与专利中常见的稳定化温度程序示意
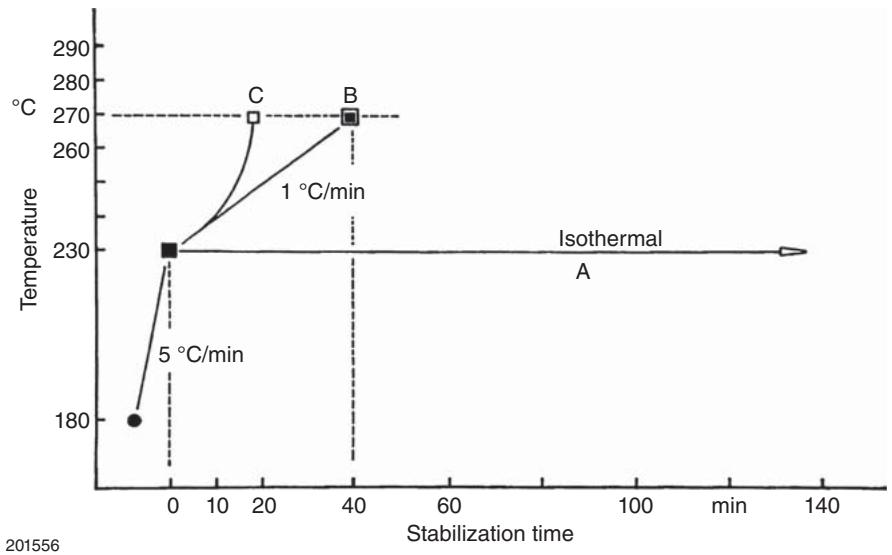
图13. 等温/非等温线性与双曲温度程序示意
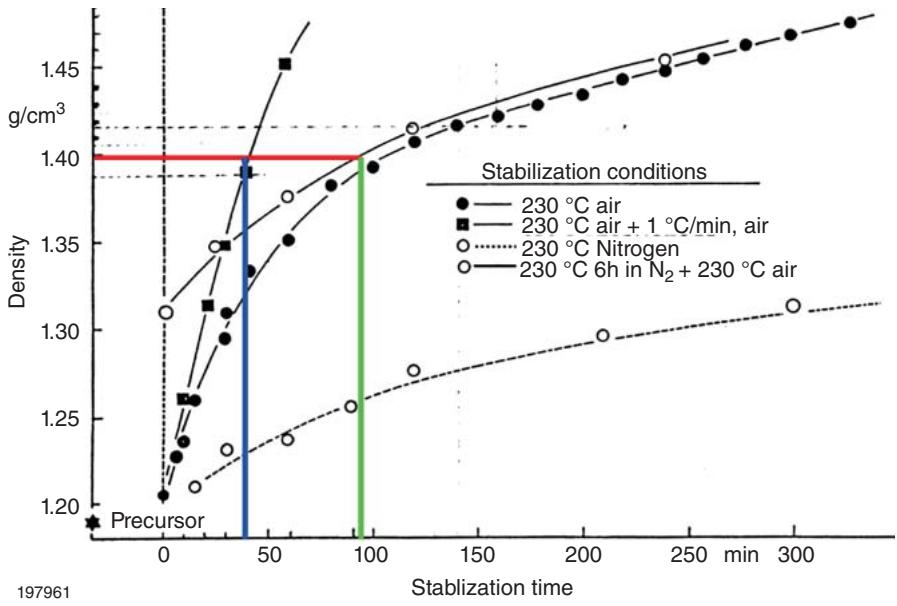
图14. 目标密度与温度程序及两步稳定化路线的对应关系示意
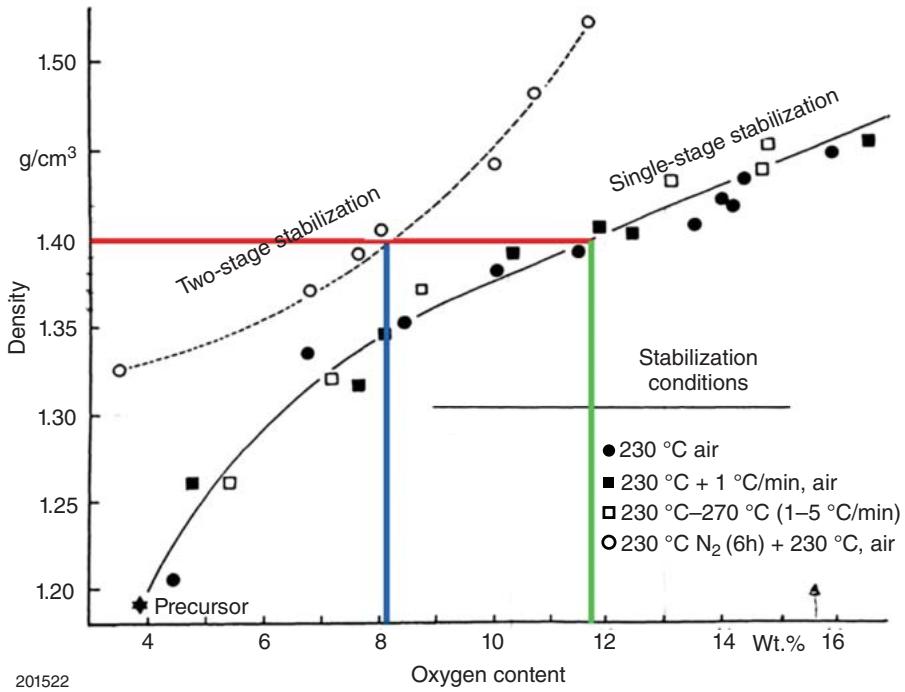
图15. 目标密度与氧含量之间的关联示意
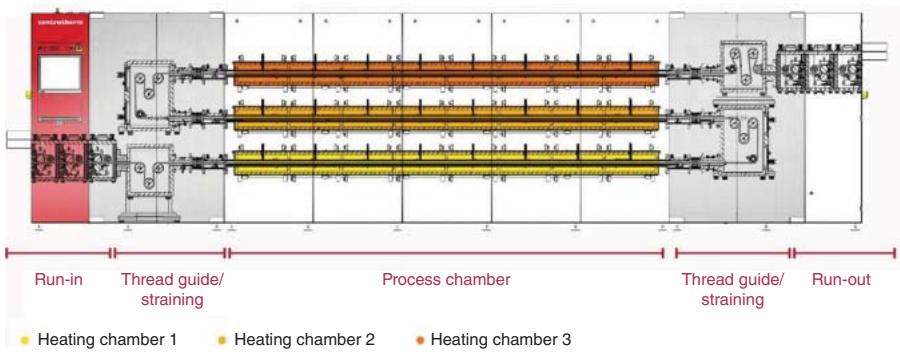
图16. 低压氧化稳定化设备的结构示意
稳定化过程中纤维会发生收缩。低温段(约 200°C 以下)更接近物理熵效应,典型收缩可在 2–15% 区间;温度升高后化学反应收缩明显增强,收缩可升至 15–60% 区间。升温速率会影响化学反应的起始温度:升温越快,化学反应起始温度越高,且与气氛(空气或氮气)相关;物理熵收缩对升温速率不敏感。
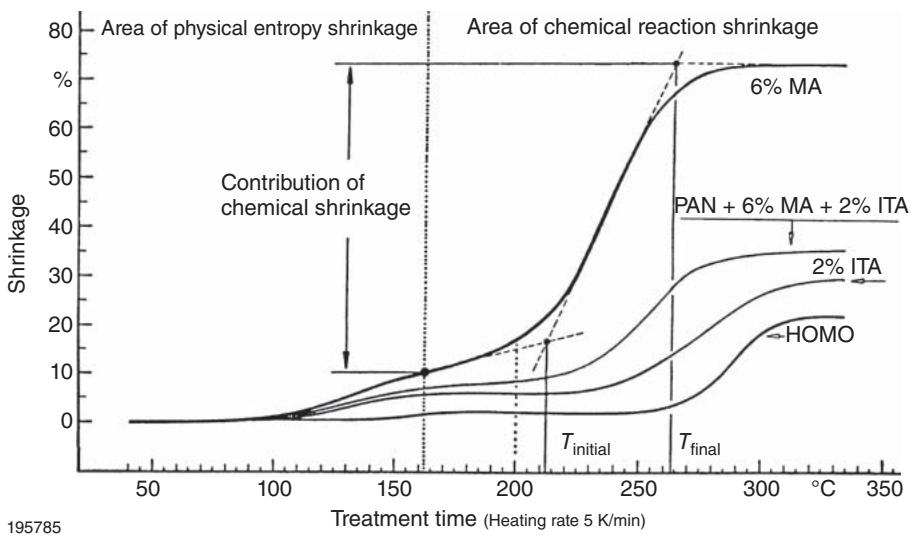
图17. 空气中升温条件下 PAN 的收缩行为示意
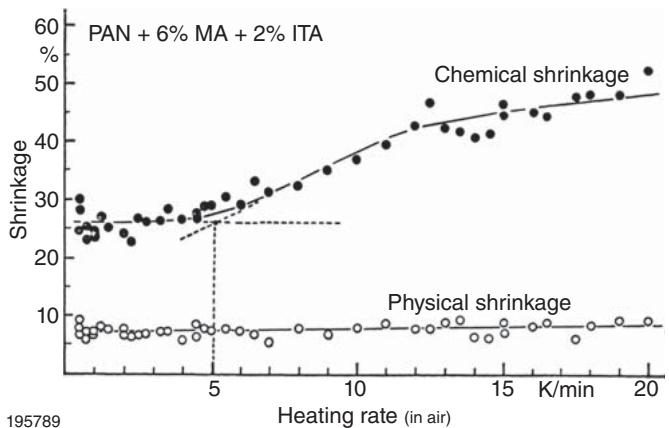
图18. 不同升温速率下 PAN 的收缩行为差异示意
用 DSC 的热流曲线可以定义反应起始温度,并与收缩数据建立对应关系;把收缩与热流联立,是把稳定化过程从“经验炉子”拉回“可测量过程”的重要路径。
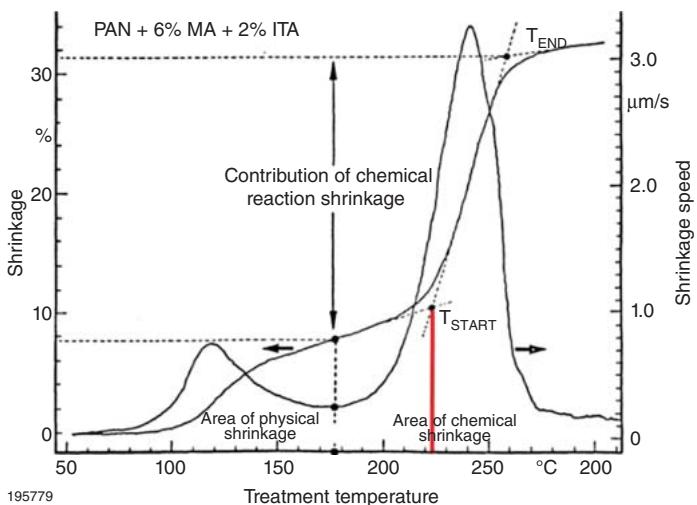
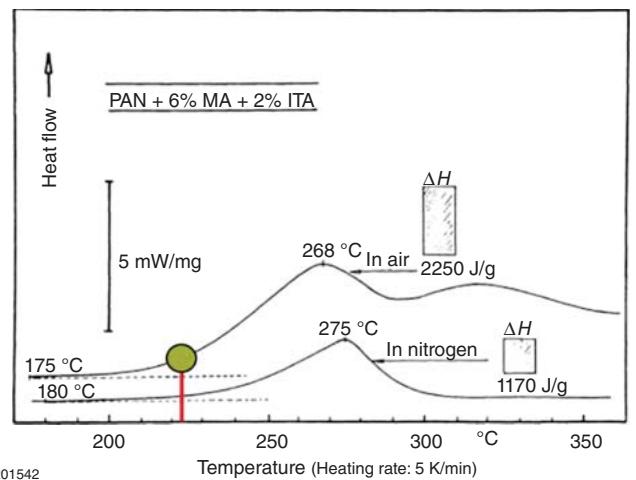
图19. 收缩与放热热流的关联示意
在化学反应收缩阶段施加张力可以获得可测的伸长并抵消反应收缩。实践中存在多个牵伸窗口:约 90–120°C 可对尚未取向的链段进一步牵伸;约 130–160°C 区间在脱氢尚不明显时更有效;约 190–220°C 仍可牵伸,但脱氢开始并逐步降低链段弹性。随着梯形聚合物形成,纤维弹性会快速下降,因此牵伸辊位与加热区温度必须与反应温区耦合设计。强放热还会造成“绝热过热”,需要通过通风与热管理把反应热带走,同时排出气态副产物并持续补充氧。
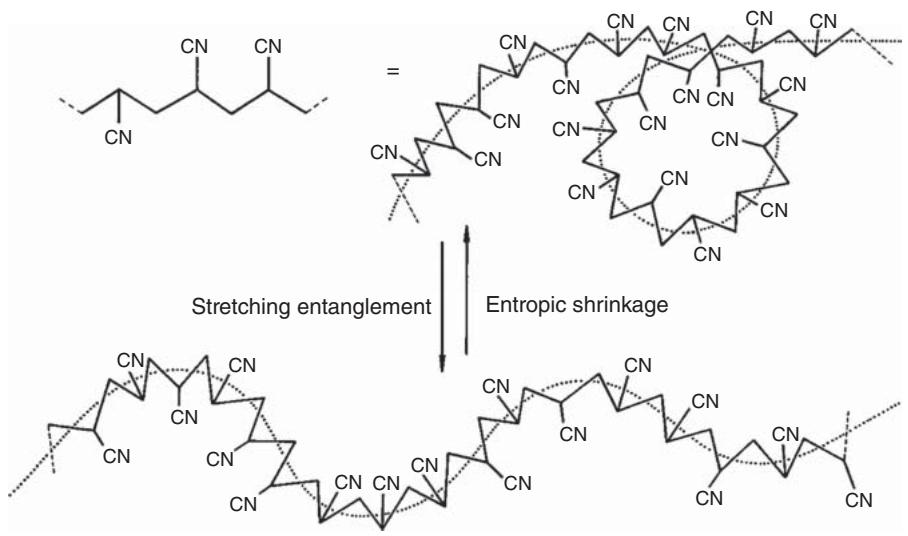
图20. 聚合物链拉伸与熵收缩之间的可逆平衡示意
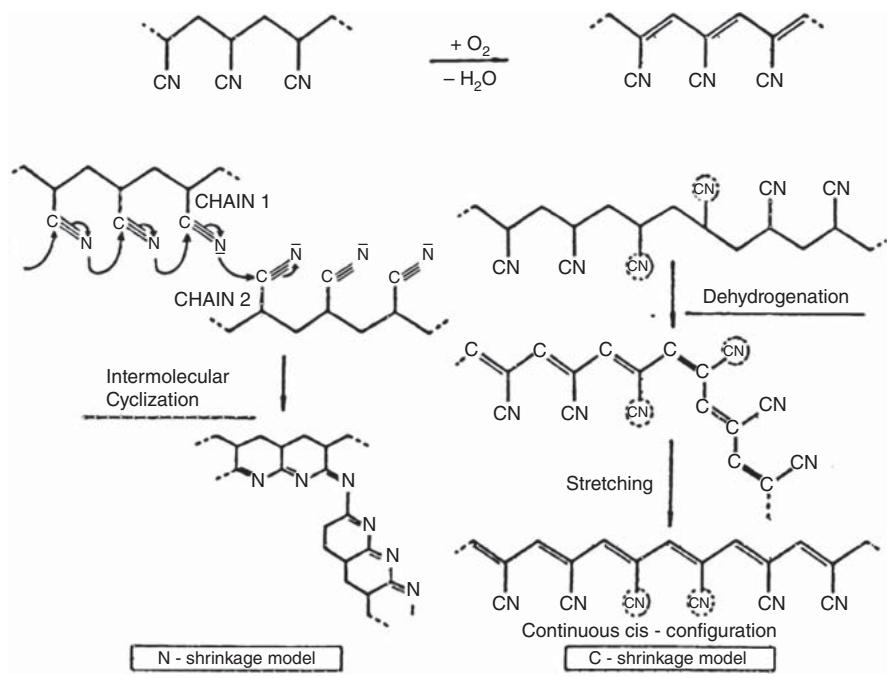
图21. 基于分子模型的稳定化收缩预测示意
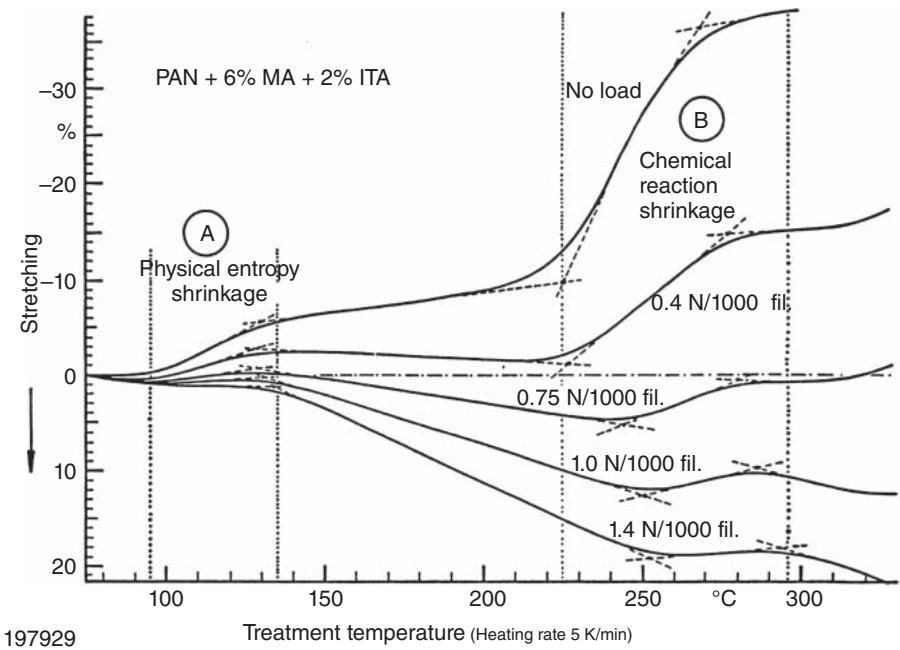
图22. 牵伸抵消化学反应收缩的示意
PAN 纤维的基础结构可用“晶区系链分子 + 非晶区”的组合来理解;非晶区在一定程度上仍允许稳定化过程中继续伸长。某结构模型认为:纤原沿轴向排列,长度在约 100–1000 Å,显微结构可呈现与长周期相关的条带特征。这种初级结构可能在后续各工序中持续存在,并参与形成最终碳纤维结构。
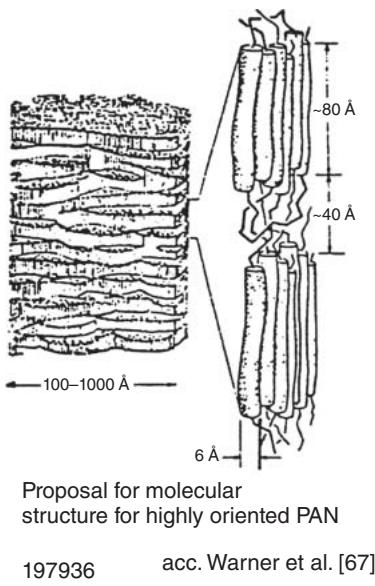
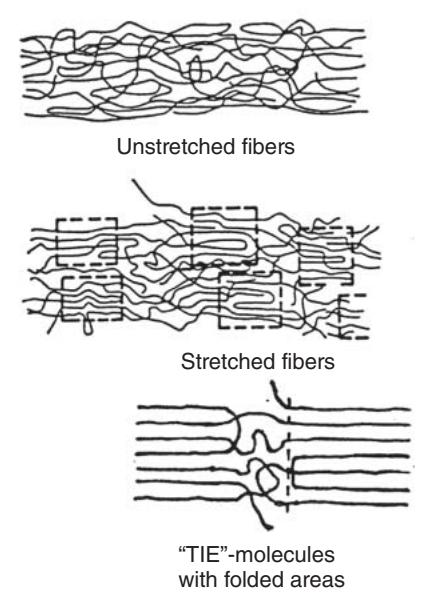
图23. PAN 纤维结构模型示意
PAN 基碳纤维工艺的失败通常不是“温度不够高”,而是稳定化阶段的耦合问题没有被拆解:氧扩散不足会导致纤维截面反应不均匀;放热控制不住会导致局部过热;收缩与牵伸不同步会导致取向与缺陷同时被锁定。目标密度(约 1.36–1.40 g/cm³)与氧含量上限(不宜过高)是两条必须同时满足的硬约束。
为什么 PAN 前驱体更偏向湿法纺丝? 湿法纺丝在溶剂体系与凝固条件上更容易获得适合高取向的前驱体结构,是目前前驱体主流工艺之一。
纺织级 PAN 与碳纤维前驱体 PAN 的关键差别是什么? 前驱体更强调高取向与低缺陷,常表现为更低的共聚单体含量与更高、更受控的拉伸倍数。
稳定化为什么是“最关键也最难”的步骤? 反应扩散控制且强放热,氧摄取与气体副产物逸出、收缩与牵伸、温度程序与通风热管理必须同时到位。
目标密度为什么常被锁定在 1.36–1.40 g/cm³? 这是获得不可熔、不可燃中间体并进入可炭化状态的重要门槛,同时与氧摄取程度相关。
为什么不能一味提高氧含量来加速稳定化? 氧参与脱氢与副反应,氧含量过高会在炭化中形成 CO/CO2 造成碳损失并拉低收率,同时也可能加剧反应不均匀与缺陷形成。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
