
| 术语 | 含义 |
|---|---|
| CFRP | 碳纤维增强聚合物(Carbon Fiber Reinforced Polymer) |
| UD | 单向铺层(Unidirectional) |
| 准各向同性叠层 | 在 0°、90°、±45° 等方向组合铺层以逼近各向同性响应 |
| 纤维体积分数 | 纤维在复合材料体积中占比,影响刚度、强度与浸润难度 |
| 孔隙率 | 树脂中气孔占比,常与界面缺陷与强度折损相关 |
| 经典层合板理论 | 以 UD 层为基础的层合结构整体刚度计算框架 |
碳纤维在复合材料中的作用,不是把强度平均分配到所有方向,而是把强度与刚度沿载荷方向集中释放。因此,纤维布置必须与构件几何与载荷路径一致。增强体几何既可以是所有纤维平行排列的单向(UD)结构,也可以通过多角度铺层得到准各向同性的 3D 叠层,常见取向组合为 0°、90° 与 ±45°。
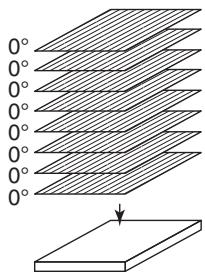
图1. 单向(UD)与准各向同性叠层的示意
高性能不仅依赖取向,还依赖“材料致密程度”。要避免纤维弯曲或错位,并限制树脂孔隙对强度的削弱,纤维体积分数通常需要在 55–60% 区间,孔隙含量通常需要控制到小于 3%。
定向长纤复合材料的制造方法可以归纳为四类。
第一类是在纤维铺放到模具的同时完成浸渍,典型工艺包括手糊成形、缠绕与拉挤。
第二类是先把纤维浸渍并预固化为预浸料(prepreg)半成品,再铺层成形;这一路线至今仍是航空航天应用的重要工艺基础。
第三类是先制造干纤维预制体,例如机织、针织或编织结构,再在第二步用液态树脂完成浸渍;该路线因更易实现自动化而更受高产量应用关注。
第四类是以热塑性基体对纤维进行浸渍并预固化为半成品,第二步再通过再加热与成形实现构件几何;热塑体系的可焊接性使其在“像金属板材一样加工”的路径上更具吸引力。
除上述路线外,喷射、压模与注塑等短纤工艺可实现随机增强,更偏向高产量制造,但力学性能上限受随机取向与纤维长度限制。
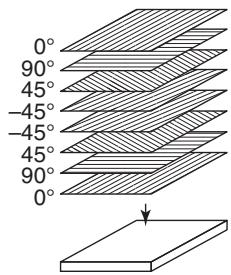
图2. 定向长纤复合材料制造路线的结构化概览
目前上述工艺多数更适用于热固性树脂体系,其中环氧树脂占据重要地位。热塑性高性能复合材料的推广长期受材料成本与规模化制造要求制约,但基于预固化的有机板材(preconsolidated organic sheets)路线被认为具有更现实的工程潜力。
复合材料结构设计的复杂性来自各向异性与非均匀性:这既给设计者提供优化空间,也导致材料内部应力应变状态复杂,并引入更复杂的载荷—变形行为与失效机制。材料与结构的鉴定、短期与长期行为仿真、以及设计哲学的建立,使得复合材料设计往往比金属设计更复杂。
设计过程通常从经典层合板理论起步:以 UD 层合为基础,采用二维应力状态与整体应变一致等假设,计算整体刚度矩阵以描述全局应力—应变行为;强度与失效模拟仍需要经验模型支撑,并越来越多地转向物理机制驱动模型。近期发展还包括把工艺过程与力学性能整合建模,并将缝合、刺绣等复杂增强形式纳入可计算框架。
对刚度主导的构件,夹层结构是高频选择:轻质夹芯把两层薄面板分开,夹芯可为泡沫、轻木或蜂窝,同时承担力学与功能任务。折叠芯(foldcore)因其高力学性能、高功能性与更高自动化制造潜力,成为值得关注的新型夹芯结构方向。
把 CFRP 从“材料”做成“构件”,需要同时满足三个条件:纤维取向与载荷路径一致;纤维体积分数与孔隙率达到可接受窗口;工艺路线与设计假设相互匹配。若只强调减重而忽视孔隙与错位,强度会被缺陷主导;若只强调铺层设计而忽视工艺可制造性,结构性能会停留在仿真里。
为什么 CFRP 的减重优势能超过 20% 相对铝、超过 50% 相对钢? 因为在同等刚度或强度约束下,可通过高比刚度纤维沿载荷方向布置来显著降低材料用量与结构重量。
55–60% 的纤维体积分数为什么常被提到? 体积分数过低会降低刚度与强度,过高则浸润难度大、易引入孔隙与错位;55–60% 更接近常见的高性能窗口。
为什么孔隙率需要控制到小于 3%? 孔隙会成为应力集中与界面缺陷源,显著拉低强度与疲劳寿命,并放大批次离散性。
为什么航空航天仍大量采用预浸料路线? 预浸料能更稳定控制纤维体积分数与树脂含量,并在高一致性要求下形成更可控的制造与质量体系。
复合材料设计为什么比金属复杂? 各向异性与非均匀性带来更复杂的应力应变状态与失效机制,且性能强依赖工艺过程与界面质量,需要设计—工艺—验证的闭环联动。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
