
| 术语 | 含义 |
|---|---|
| 预浸料 | 纤维已预先浸渍并处于可存储半固化状态的半成品 |
| 高压釜 | 通过外压与温度程序实现致密化与固化的设备 |
| RTM | 树脂传递模塑(Resin Transfer Molding) |
| VAP | 真空辅助工艺的一类变体,通过半透膜实现更好排气与含胶控制 |
| 有机板 | 连续纤维增强热塑板材,可二次加热冲压成形 |
| NCF | 非卷曲织物(Non-crimp Fabric) |
手糊(手工铺层)是最容易上手的复合材料制造方式,模具简单但对操作者技能依赖强。由于缺少真空辅助与外加致密压力,纤维体积分数一般受限在约 40%,孔隙率相对更高。该工艺常用于滑翔机与游艇等场景,多在室温成形,必要时再进行后固化以提高热稳定性。
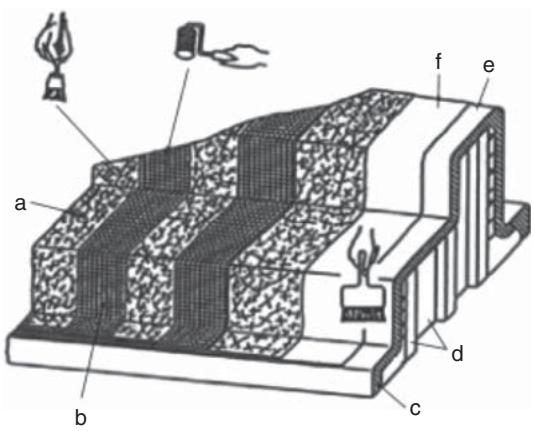
图1. 手糊成形的基本流程:纤维材料、模具与表面层构成
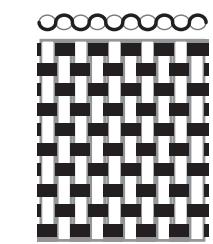
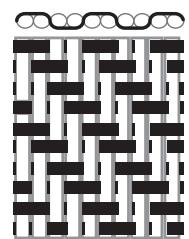
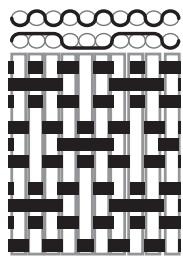
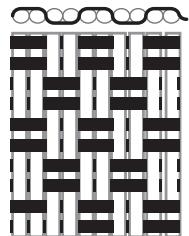
增强体常以机织物形式使用。织物结构会在“性能”与“可铺覆性”之间取舍,例如平纹更稳定、缎纹更易贴合复杂曲面;为了提升性能,也会发展“更接近单向(UD)的织物”,用少量横向纤维或黏结体系把主向纤维固定住。
a
b
c
d

e

f
图2. 常见机织物结构示例:平纹、斜纹、仿罗纹、巴拿马纹与不同缎纹
缠绕与拉挤都属于更高自动化程度的工艺:干纤维束先通过树脂槽完成浸渍,再成形为目标几何。缠绕适合轴类与压力容器等回转体构件;拉挤适合连续型材的规模化制造。拉挤的局限是截面通常不可变化,但可通过多轴纺织预制体替代传统粗纱来制造多轴增强型材。
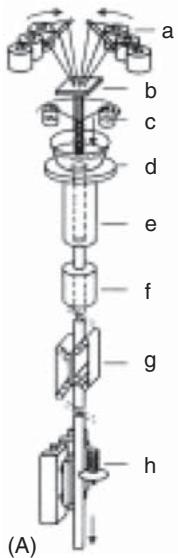
图3. 拉挤与纤维缠绕的工艺原理示意
预浸料是航空航天与高端运动品长期的核心工艺基础:纤维含量通常可被精确控制在约 60%,树脂处于可低温存储的半固化状态(例如 -18°C),室温下恢复黏性便于铺放。UD 预浸带厚度常见 0.125 mm(也有 0.25 mm 用于提高铺放速度)。
该路线的优势是层间取向与厚度可精细裁剪,适合实现更高性能与更大减重潜力;劣势是材料成本高、人工铺层耗时,且二维增强结构更易发生冲击致分层。韧化树脂或引入 z 向增强(例如碳纤维 z-pin)可用于改善损伤容限。
预浸料的铺放可以用铺丝机器人实现自动化,但设备昂贵且受铺放头体积与重量限制,更多适用于较简单几何。铺层后通过真空袋系统进行抽真空与封装,在高压釜内按供应商给出的工艺窗口固化。典型循环中,树脂在特定温度达到最低黏度并流动填充纤维间隙,此时抽真空有利于降低孔隙;随后施加约 6 bar 外压以提高致密化程度并提升纤维体积分数。该过程整体耗时且成本高,高压釜本身购置与运行成本也高。
过去二十年形成了新的制造哲学:先在纺织工艺中制造干纤维预制体,再通过液态树脂注入完成浸渍与固化。纺织加工的优势在于自动化潜力更高,并可实现 3D 增强从而降低分层并改善吸能能力;某些纺织工艺还能接近净成形,减少裁切废料,并沿主应力线更灵活地布置纤维。
其中最重要的定制化纺织半成品之一是 NCF:多层纤维可在不引入织物起伏(crimp)的情况下叠放,再用多针缝合把层固定。±45° 方向的纤维布置可显著减少裁切时间与废料,但需要控制缝纫纱线带来的纤维错位、损伤与缝隙。
编织(braiding)与刺绣(embroidery)可进一步实现更复杂、贴近净成形的预制体,适合把纤维沿主应力线布置,但通常存在生产率与截面尺寸的限制。预制体装配方面,缝合可以仅用于“固定与便于搬运”,也可以通过结构缝合实现 3D 增强;若用于结构增强,则需要玻纤、芳纶或碳纤维等结构缝合纱线。
注入工艺方面,RTM 在闭模内高压注入树脂;VAP 等真空辅助工艺则只需一侧刚性模具,上方用真空膜形成上模,并通过真空吸入树脂完成浸渍与致密化。VAP 以半透膜封装预制体,可在厚度方向大面积排气并把树脂“锁”在预制体内,从而更容易获得低孔隙层板与更好的含胶控制。固化通常在电加热对流炉中进行,耗时且能耗高,因此电子束固化与微波加热被视为潜在替代方案:电子束适合快速固化厚层板,但需要专用树脂与昂贵设备;微波若能形成均匀场,可带来更快固化、更低能耗与更好的层板质量潜力。
热塑复合材料的难点来自熔融黏度高与熔点高,常用基体包括聚丙烯(PP)、聚酰胺(PA)、聚醚醚酮(PEEK)与聚苯硫醚(PPS)。典型路线是用织物与聚合物薄膜在一定温度(高于熔点约 30–50°C)、压力(约 1.5–2.5 MPa)与速度窗口下制备完全浸渍并致密化的有机板,再通过二次加热冲压成形完成构件几何。浸渍过程可理解为宏观浸渍(树脂包覆纤维束)与微观浸渍(挤出束内空气并浸润单丝)两步。
有机板可在高压釜、静压机、半连续压机与连续双带压机上制造;通过轮廓化模具,连续压缩成形还可一步形成型材半成品。与织物+薄膜路线并行,完全浸渍的热塑单向带也可用于铺叠制板。
为了缩短工艺链条,存在多种组合工艺:混杂纱线(commingled)把碳纤维与热塑纱线一起织造成布,再加热熔融热塑纱线并在压力下浸渍致密化,得到损伤容限较高的结构;其缺点是熔融与致密化过程中可能引入纤维错位。粉末预浸料通过把热塑粉末热固定在增强体表面来实现“先混合再成形”,优势是几乎所有聚合物都有粉末/颗粒形态,缺点是加热—浸渍—致密化—冷却的时间与能耗更高,甚至可能把整套模具反复加热冷却。变温模(variotherm)与快速加热方案(例如感应加热)用于降低这一惩罚。
热塑体系还提供可焊接性:摩擦焊、感应焊、电阻焊与超声焊是更有前景的连接方式。功能集成思路则是在热成形过程中同时完成局部加强件的焊接连接;热成形与注塑或压模的集成工艺能把有机板的高性能与注塑/压模的复杂成形能力结合起来。离线的热塑铺带也可在成形件上追加局部增强,以优化载荷引入并降低重量与成本。
工艺路线选择建议先回答三个问题:目标纤维体积分数是否必须超过 55%;孔隙率与含胶是否需要稳定控制到可验收口径;构件几何是否允许连续化或纺织化预成形。热固性预浸料路线适合追求最高性能但成本节拍压力大;纺织预制体 + 注入更适合规模化与 3D 增强;热塑路线更适合追求二次成形、连接与节拍潜力,但需要解决高黏度浸渍与变温能耗问题。
为什么手糊件通常孔隙率更高? 因为缺少真空辅助与外加致密压力,排气与压实能力有限。
预浸料为什么离不开高压釜? 高压釜能提供稳定的温度程序与外压,帮助在树脂低黏度窗口排气与致密化,获得低孔隙与高纤维体积分数。
纺织预制体为什么能降低分层风险? 纺织化工艺更容易实现 3D 增强与层间连接,使分层扩展路径被阻断或被耗能机制抑制。
热塑体系的“有机板”为什么适合批量化? 有机板可预先制备并存储,二次加热冲压成形的节拍可做到秒级,同时还具备可焊接性便于装配。
RTM 与 VAP 的工程差别是什么? RTM 侧重闭模高压注入;VAP 通过半透膜实现更大面积排气与更可控的含胶,通常更有利于获得低孔隙与稳定质量。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
