
| 术语 | 含义 | 工程上最关心的点 |
|---|---|---|
| ZnCl₂ 活化 | 经典化学活化路线 | 工艺效率高但环保压力大 |
| H₃PO₄ 活化 | 磷酸化学活化路线 | 回收与洗涤成本关键 |
| 蒸汽活化 | H₂O 与碳气化开孔 | 速率快、孔结构可调 |
| CO₂ 活化 | CO₂ 与碳气化开孔 | 速率更慢、窗口更温和 |
| 表面氧化物 C(O) | 活化中间态表面复合物 | 控速步骤相关 |
| 活化促进剂 | 加速气化反应的添加物 | 提速但易改变孔结构 |
经典 ZnCl₂ 工艺常以泥炭/锯末等为原料:用浓 ZnCl₂ 溶液按一定比例混合、干燥后在 600–700°C 加热,随后酸洗/水洗去除锌盐并回收。部分工艺会在化学活化后追加蒸汽活化以获得更多细孔。该路线因锌化合物环境污染问题逐渐衰退。
磷酸可以处理未炭化或已炭化原料。典型思路是把细粉原料与磷酸溶液混成浆料,干燥后在 400–600°C 加热,随后萃取/洗涤去除酸(或先中和生成磷酸盐再洗出),得到活性炭。该路线同样具有“反应温度低、产率高、速度快”的优势,但酸回收与洗涤系统的成本与经验(know-how)往往决定工厂竞争力。
气体活化常用蒸汽、CO₂ 或其混合物。实验显示蒸汽对碳的反应性可显著高于 CO₂(典型口径约 8 倍)。主要反应可用下式概括:
H₂O + C → CO + H₂ ΔH = +117 kJ
2H₂O + C → CO₂ + 2H₂ ΔH = −75 kJ
CO₂ + C → 2CO ΔH = +159 kJ
这些反应总体上对供热要求高,温度低于 800°C 时速率会急剧下降,工程上几乎无法继续活化。因此炉内需要让碳颗粒与活化气体充分接触,并提供足够热通量。
气体活化会生成 CO 与 H₂。它们不仅带走能量,还会明显抑制活化速率:CO 与 H₂ 会形成 C(CO)、C(H) 等表面络合物,占据活性位点,尤其 C(H) 更稳定,会阻断 C(O) 的形成与反应。工程上常在反应器合适位置引入空气/氧燃烧掉 CO 与 H₂:
CO + 0.5O₂ → CO₂ ΔH = −285 kJ
H₂ + 0.5O₂ → H₂O ΔH = −238 kJ
这样既补充了热量,也把抑制剂转成活化气体(CO₂、H₂O),形成工艺闭环。
氧与碳的反应速度可比 CO₂ 快两个数量级,在混入蒸汽或惰性气体时少量氧会导致更大孔结构;若原料含钾盐等促进剂,更可能直接进入不可控燃烧而不是受控活化。因此氧/空气更多被用作“局部燃烧补热与气体再生”,而不是作为主活化剂。
小剂量无机盐可显著加速气体活化,工业上最重要的促进剂包括 KOH 与 K₂CO₃,典型用量 0.1–5%。它们可以以固体混合或溶液浸渍方式加入,必要时先成形并低温炭化再活化。促进剂能提高速率,但会改变孔结构与强度窗口,且对气氛选择有影响(例如部分煤基体系更偏好含 CO₂ 的混合气而非纯蒸汽)。
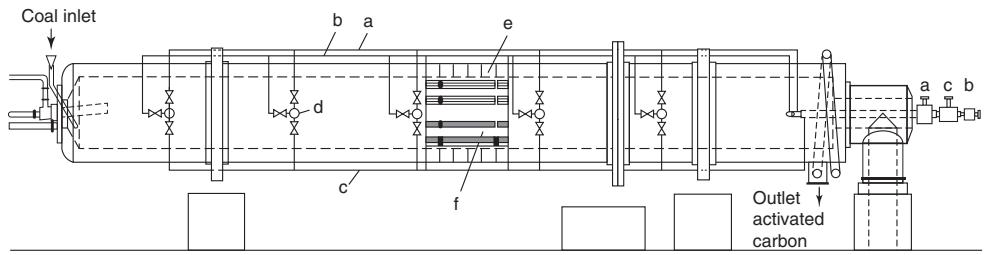
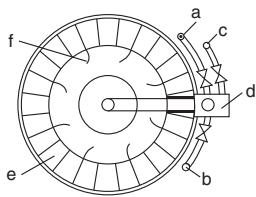
图1. 蒸汽活化回转窑结构示意(原始图 9.7)
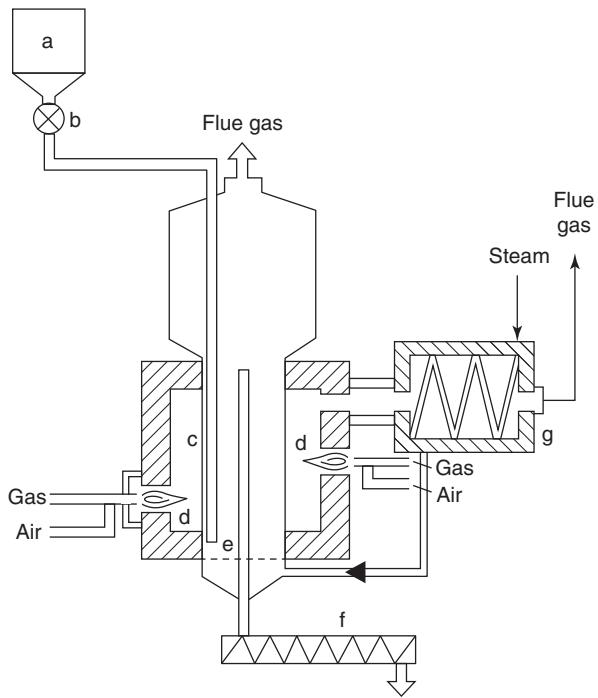
图2. 多膛炉结构示意(原始图 9.8)
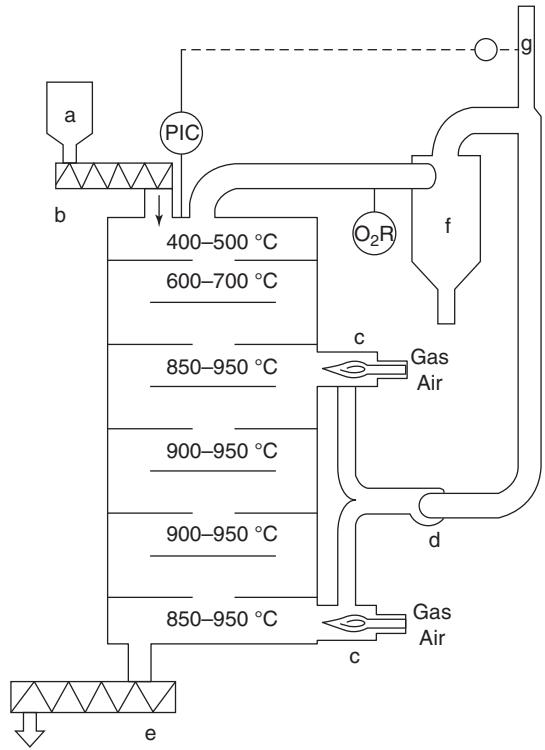
图3. 连续流化床炉示意(原始图 9.9)
为什么 ZnCl₂ 工艺在衰退? 主要是锌化合物带来的环境污染与合规压力,使得该路线成本结构变差。
磷酸活化的关键成本项是什么? 磷酸回收与洗涤系统。工艺效率高,但后处理决定总体经济性与产品一致性。
气体活化为什么必须高温(≥800°C)? 反应速率在低温下急剧下降,且反应多为吸热/需供热过程,温度不够则活化难以进行。
为什么要在炉内燃烧 CO/H₂? 一是补热,二是把 CO/H₂ 这种“抑制剂”转回 CO₂/H₂O 并释放热量,提升活化速率与稳定性。
活化促进剂一定能提升产品质量吗? 不一定。它能提速,但也可能把孔结构做大、强度变差或导致气氛敏感性增加,需要用目标应用窗口来验证。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
