
CFRC 的制造并不只是把纤维和碳基体“拌在一起”。纤维织构决定了孔隙的尺度、形状与连通方式;基体来源决定了孔隙如何生成、如何被后续浸渍与沉积填充;最终的密度、各向异性与服役可靠性则是两者共同作用的结果。理解原材料的意义,在于把后续制造的变量提前收敛到可控范围。
| 术语 | 含义 |
|---|---|
| 预制体 | 由纤维束/织物/毡等构成的增强体骨架 |
| 3k~400k | 纤维束规格,k 代表 1000 根单丝 |
| 成碳收率 | 前驱体炭化后形成碳的质量比例 |
| 预浸料 | 预先含树脂并处于 B 阶段的纤维/织物体系 |
| 热解碳(PyC) | 气相热裂解沉积形成的碳层状基体/涂层 |
在 CFRC 的原材料体系里,最先被确定的是纤维预制体形态。工程上常见的选择包括单向纤维束、2D/3D 织物,以及短纤、无纺、编织结构与毡等。多维结构带来的价值是更稳定的三维承载与更接近各向同性的热膨胀行为,但它也会改变浸渍/沉积时的渗透阻力与致密化周期。
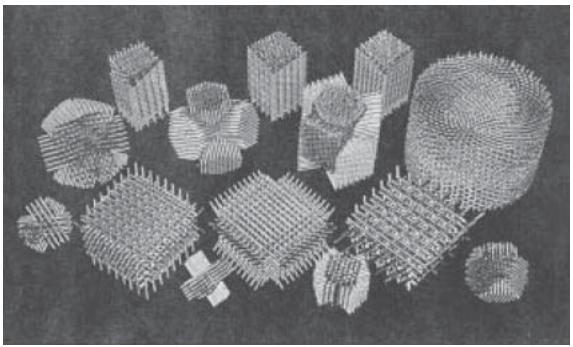
图1. 多维纤维结构的典型形态示意
纤维的各向同性与各向异性,来自制造阶段是否进行拉伸取向。通过拉伸使类石墨层沿纤维轴向取向,可以显著提升拉伸强度与刚度。不同纤维体系的“单位质量强度/刚度”对比,能帮助把纤维选型从“材料牌号”拉回到“结构重量”尺度。
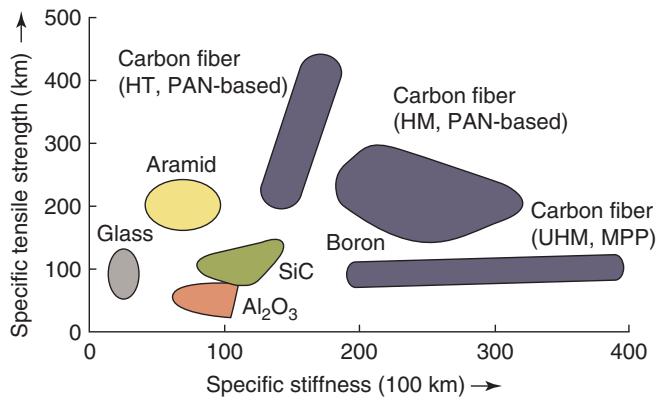
图2. 不同纤维材料的比强度与比刚度对比
不同前驱体的收率差异,会直接影响成本、热解收缩与孔隙演化。三类典型前驱体的成碳收率范围如下。
表1. 典型碳纤维前驱体的成碳收率
| 前驱体 | 成碳收率 |
|---|---|
| 纤维素/人造丝(Cellulose/Rayon) | 20–30 wt% |
| 聚丙烯腈(PAN) | 45–50 wt% |
| 中间相沥青(Mesophase Pitch, MPP) | 75–90 wt% |
PAN 体系在空气中进行至 300°C 的热处理会发生化学环化,形成不可熔的梯形聚合物结构,这一过程强放热,工艺控制需要重点关注温度程序与散热能力。随后在惰性气氛下升温至 1200–1600°C,可得到以碳为主、并含有少量氮与氢的纤维。终温对强度与模量的影响具有典型规律。
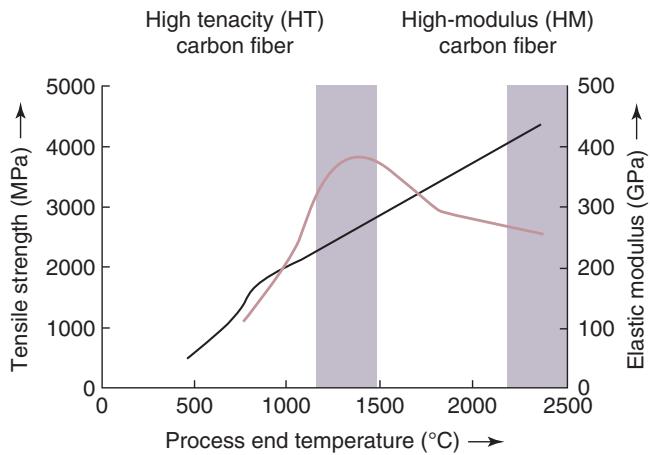
图3. 典型 PAN 基碳纤维的最终热处理温度与强度/模量关系
表2. PAN 基高强型与高模量型碳纤维的典型参数
| 类型 | 拉伸强度(GPa) | 拉伸模量(GPa) | 密度(g/cm³) | 断裂应变(%) | 直径(μm) | 终温处理(°C) |
|---|---|---|---|---|---|---|
| 高强型(HT) | 3.3 | 230 | 1.76 | 1.4 | 7–8 | 1200–1400 |
| 高模量型(HM) | 2.4 | 390 | 1.90 | 0.6 | 4–6 | 2500 |
纤维素/人造丝体系可以得到各向同性或各向异性纤维,但其成碳收率较低,经济性与力学性能往往不如 PAN 体系,因此更常见于高温炉隔热与烧蚀材料等细分场景。
表3. 纤维素/人造丝基碳纤维的典型参数
| 类型 | 拉伸强度(GPa) | 拉伸模量(GPa) | 密度(g/cm³) | 断裂应变(%) | 直径(μm) | 终温处理(°C) |
|---|---|---|---|---|---|---|
| 各向同性 | 1.0 | 41 | 1.60 | 2.5 | 8.5 | 1000 |
| 各向异性 | 2.5 | 517 | 1.90 | 1.5 | >2200 |
沥青基纤维的制备涉及 250–400°C 的纺丝窗口,并需要通过氧化等方式完成稳定化,随后在氮气下炭化、在氩气下石墨化。后来发展出的中间相沥青体系,借助拉伸取向可以获得超过 700 GPa 的模量;其超高模量纤维的高热导能力,为一些 PAN 体系难以覆盖的应用打开了空间。
表4. 沥青基碳纤维的典型参数
| 类型 | 拉伸强度(GPa) | 拉伸模量(GPa) | 密度(g/cm³) | 断裂应变(%) | 直径(μm) | 终温处理(°C) |
|---|---|---|---|---|---|---|
| 各向同性 | 1.4 | 160 | 1.9 | 0.9 | 11 | 1000 |
| 各向异性(高模量 HM) | 1.7 | 380 | 2.0 | 0.4 | 10 | >2000 |
| 各向异性(超高模量 UHM) | 2.2 | 725 | 2.15 | 0.3 | 10 | 2500–2800 |
用于 CFRC 的热固性基体体系通常要求高交联程度,并能在加热条件下固化。这类体系在工程上常与预浸料配合使用:树脂预先进入纤维束或织物,并被控制在可铺叠的 B 阶段。预浸料在约 -18°C 的条件下仍可实现长达 6 个月的可加工性,这类“材料可用性”的指标往往比单纯的树脂参数更直接影响生产节拍。
树脂黏度是浸润成功的门槛。以缠绕用纤维束为例,通常需要把树脂黏度控制到 η < 1000 mPa·s 的水平,通过加热降低黏度以获得更均匀的浸润。当采用预浸料工艺时,树脂流动性测试可被用作过程控制因子,用来监测树脂体系的老化。
固化条件对后续炭化阶段的孔隙与微裂纹网络影响很大。固化温度程序通常不超过 150–200°C,并需要温和排出挥发物以避免形成损伤。通过后固化手段可以提升聚合物的成碳收率。
不同聚合物体系的相对成碳收率如下。
表5. 常见基体树脂体系的成碳收率(相对固化树脂)
| 聚合物体系 | 成碳收率 |
|---|---|
| 酚醛树脂(Phenol-formaldehyde) | 45–55 wt% |
| 呋喃树脂(Furan resin,糠醇体系) | 50–60 wt% |
| 聚酰亚胺(Polyimide) | 60 wt% |
| 聚苯撑(Polyphenylene) | 85 wt% |
聚酰亚胺与聚苯撑虽然收率更高,但在炭化收缩、孔隙结构可浸渍性、成本与健康风险等方面容易引入工程约束。相比之下,成本更友好的呋喃树脂与酚醛树脂长期作为粘结与浸渍体系被使用。酚醛体系常见的 resol 与 novolac 分类,决定了其加工形态与固化方式;resol 在液态便于加工但储存期较短,而 novolac 以粉末形式具备更长储存期,但固化依赖固化剂体系。
resol 的固化过程常被描述为三个阶段。
表6. resol 体系的典型固化阶段
| 阶段 | 状态 |
|---|---|
| A 阶段 | 可溶 |
| B 阶段 | 仍可溶胀、可熔 |
| C 阶段 | 不可溶、不可熔 |
在树脂中加入填料可以减少首次热解阶段的收缩应力,从而降低残余应力和后续浸渍次数的需求。以约 2 μm 的石墨粉为例,可以观察到收缩行为的变化。
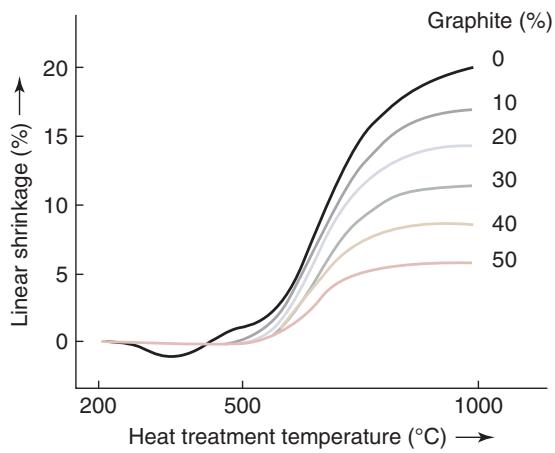
图4. 石墨填料对 CFRC 制造过程收缩行为的影响示意
填料的副作用同样明确:惰性粉体进入纤维束与织物之间后,会减少可用的粘结树脂量;细粉比表面积大,树脂更容易优先粘附在粉体上,界面加载路径被改写后力学性能可能下降。超过 10 wt% 的添加量通常难以接受。织物浸渍时还可能发生“过滤效应”,导致填料分布不均;预浸料体系加入填料会降低黏着性并影响铺叠加工。粒径进一步减小会带来额外成本与工艺难度,2–7 μm 的粒径区间常被视为更接近工程可用窗口。
沥青作为热塑性粘结材料,成碳收率通常更高,但加热过程容易出现渗出,限制了它在首次炭化阶段作为粘结基体的普遍使用。提高软化点的硬沥青或经热处理的特种沥青仍可用于短纤增强模压材料,但会引入压制与加热装备难度。
沥青在压力条件下炭化可显著提高成碳收率,甚至可达到约 90% 的水平。该路线在工业上发展出以 100–200 MPa 压力进行浸渍与炭化的工艺窗口,典型炭化循环约 8–10 小时,温度在 600–800°C。高压装备带来的成本,使得这一路线更常用于多维结构。
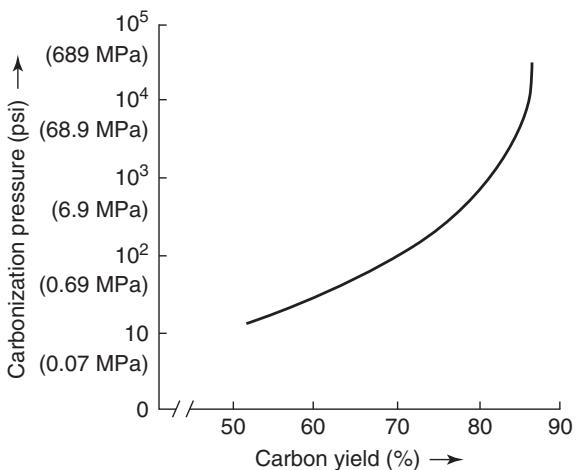
图5. 石油沥青在压力炭化条件下的成碳收率随压力变化
中间相沥青的制备依赖于 400°C 以上的热处理,使分子在黏度窗口内完成结构组织并形成液晶相。围绕“降低渗出并获得高致密度”的目标,还出现了缓慢温和氧化稳定化、碘处理提升结焦收率、热压烧结与喷粉成预浸等路径;这些路线的共同点是把沥青体系的流动性转化为可控的成形与致密化能力。
PyC 来源于烃类在高温表面缓慢热裂解的沉积过程,可在基底表面、纤维预制体孔隙中或一次炭化后的复合体内沉积。典型沉积速率约 4 μm/h,材料呈银灰色。它常被用于航空航天 CFRC 刹车盘等场景,原因在于其低密度、高导热、耐磨、耐热冲击与较高力学强度的组合。
PyC 的微观形态表现为垂直于基底表面的柱状结构单元,结构强各向异性且致密不透气,因此也常用于石墨防护涂层。沉积条件决定层状或颗粒状结构,密度可在 1.35–2.2 g/cm³ 之间变化。由于沉积速率低,工艺成本较高,围绕快速化学气相渗透(Chemical Vapor Infiltration, CVI)的加速路线仍是重要方向。
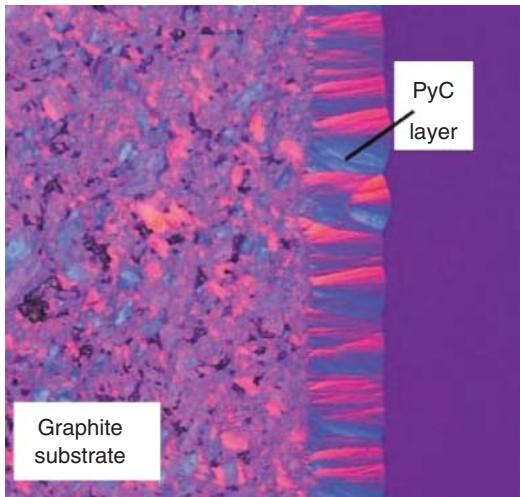
图6. 合成石墨基底上热解沉积碳涂层的典型结构(厚度约 30 μm)
原材料的工程落点,最终都要回到三个“可验证”问题:纤维织构能否在设计方向上稳定实现;基体来源能否在既定设备能力下形成可浸渍的孔隙与微裂纹网络;致密化路线能否在成本与周期约束内达到目标密度。填料体系只适合在明确需要降低收缩应力、并且能用工艺与检验手段保证分布均匀时使用,否则它更可能把问题从“收缩应力”转移到“界面失效”。
纤维预制体为什么要从单向到 3D 织构都考虑? 因为孔隙连通性与承载各向异性强依赖织构形态,后续浸渍/沉积的可达性与致密化周期也会被织构改写。
PAN、纤维素/人造丝、沥青三类前驱体最核心的区别是什么? 成碳收率与可实现的纤维性能区间差异显著,同时也会影响炭化收缩与经济性。
预浸料体系里树脂黏度为什么被反复强调? 浸润不足会直接留下孔隙与界面缺陷,后续再怎么致密化都很难完全补救;黏度与温度—时间窗口一起决定浸润是否可重复。
石墨粉等填料能不能“多加一些”来减少收缩? 添加量过高会减少粘结树脂并改变界面载荷传递路径,力学性能容易下降;同时还会出现过滤效应导致分布不均。
为什么 PyC 基体很吸引人但又难大规模使用? 性能优势突出,但沉积速率低导致工艺成本高,需要依赖 CVI 等工艺的加速与规模化能力。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
