
| 术语 | 含义 |
|---|---|
| C/C(CFRC) | 碳纤维增强碳(Carbon Fiber Reinforced Carbon) |
| 预浸料 | 纤维/织物预先浸渍结合剂树脂的半成品 |
| 坯体(green body) | 固化后的纤维复合坯体,尚未炭化 |
| 炭化(pyrolysis) | 惰性气氛中加热分解聚合物并形成碳骨架 |
| CVI/CVD | 化学气相渗透/沉积,用气相裂解沉积热解碳(PyC) |
| ILSS | 层间剪切强度(Interlaminar Shear Strength) |
制造 C/C 的第一步与 CFRP 很像:把纤维结构按目标几何成形并固定。典型流程是碳纤维(束、织物或其他纺织结构)先与树脂结合剂形成预浸料,再手工铺层/机器人铺放或缠绕成形,随后在热压机或高压釜中固化,得到几何与纤维构型已固定的坯体。
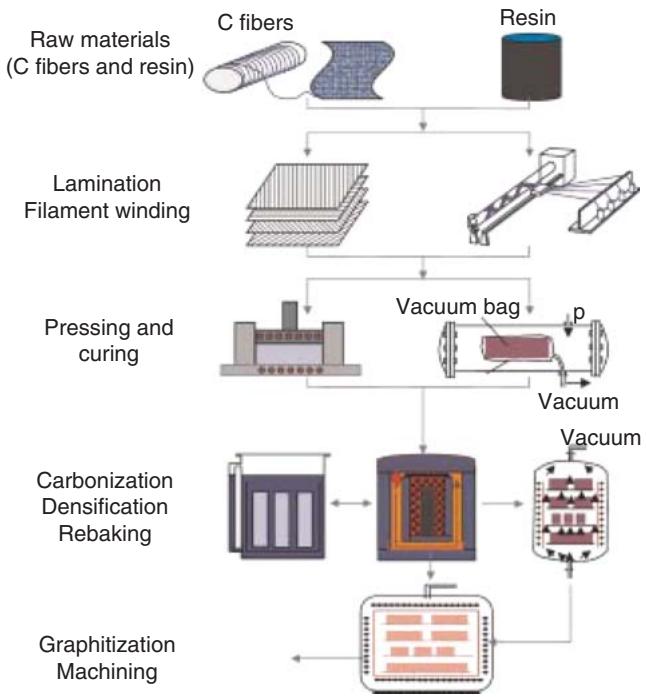
图1. C/C 制造流程总览:成形—固化—炭化—致密化—终温热处理—机加工
对可重复制造而言,预浸料技术几乎是必选项:它能更精确地控制纤维/树脂比与面密度。无溶剂酚醛(resol)预浸料设备的优势在于安全性更好,同时避免溶剂导致的起泡风险;预浸料在冷冻条件下存储,使用前回温。

图2. 无溶剂酚醛预浸料生产设备示意:浸渍、压延定厚与预固化
铺层时必须严格保持纤维方向与层间对称性,否则会在固化与后续炭化中引入残余应力与角度偏差。UD 预浸带的角度偏差会导致强度显著下降。
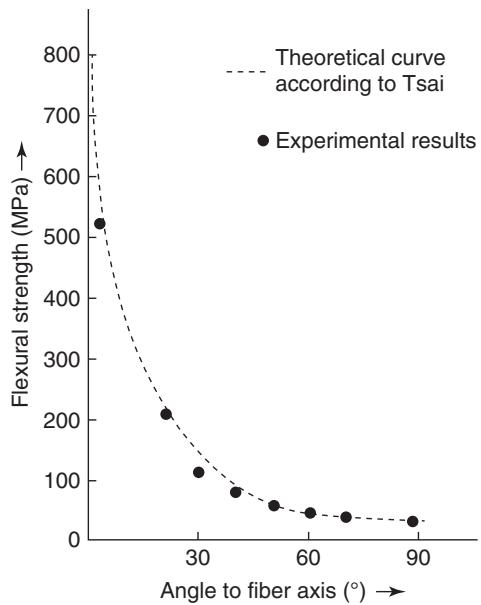
图3. UD 取向偏差对力学强度的影响示意
热压固化的关键是温度程序:对缩合型树脂而言,缩合水必须可控排出,否则水蒸气快速逸出会破坏坯体并影响后续孔隙系统。
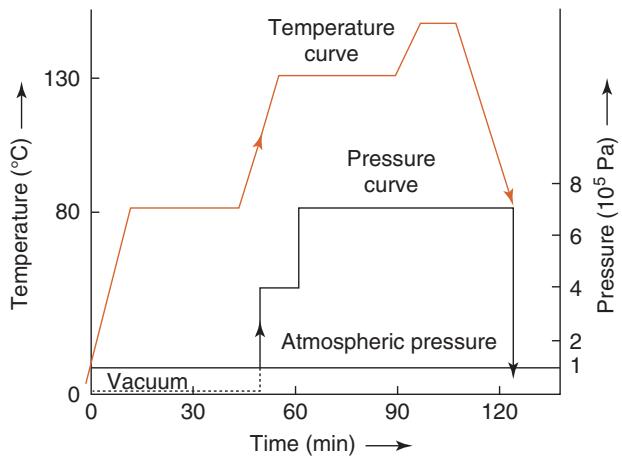
图4. 典型固化循环示意:温度—时间程序与排气窗口
对轴对称构件,纤维缠绕是成熟路线:纤维束在张力控制下经树脂浸渍后沉积到芯模上,完成后在持续旋转与受控加热条件下固化,以避免树脂下垂与分布不均。设备从三轴到五轴可覆盖圆筒到复杂曲面。
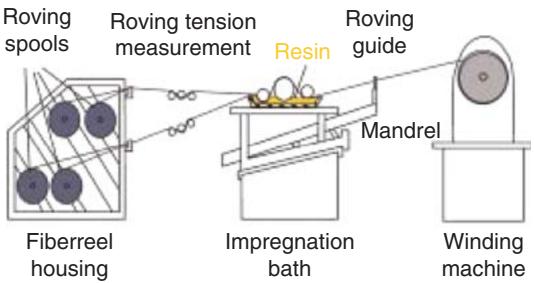
图5. 车床式缠绕机的原理示意
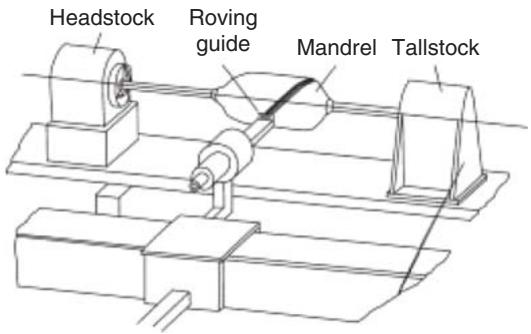
图6. 缠绕工艺系统示意:浸渍槽、张力控制与固化
高压釜工艺通过真空袋系统实现抽真空排气,并在固化过程中施加外压(常见可到 1 MPa)以提高致密化程度。辅材系统(剥离布、打孔膜、吸胶毡、真空袋等)的组合会直接影响树脂流动、排气与孔隙水平。
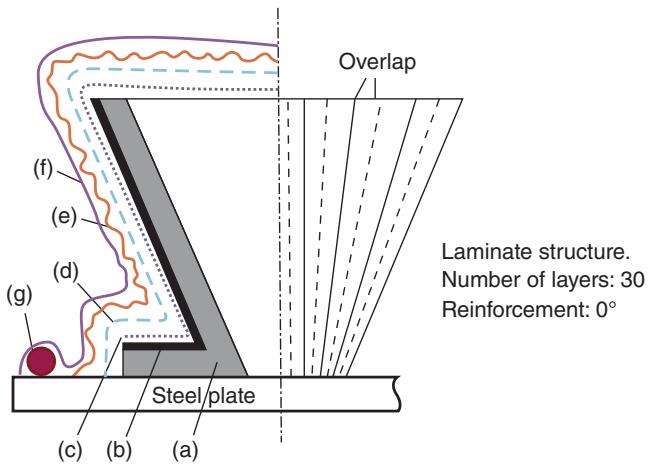
图7. 真空袋工艺的层级结构示意

图8. 真空袋封装构件与固化高压釜示意
坯体在惰性气氛中加热到约 900–1000°C 进行第一次炭化,会因聚合物分解与气体逸出形成开口孔隙与裂纹网络。后续通过真空/加压浸渍(沥青、树脂等)并再炭化来逐步提高密度与降低孔隙,通常需要多次循环(工业上三次循环是常见起点),随后再进行约 2000°C 的终温热处理以稳定材料在高温使用条件下的结构状态。
另一条致密化路线是 CVI/CVD:在低压高温下引入含碳气体(常见甲烷),让热解碳在孔壁内侧沉积形成涂层并逐步缩小孔径。该过程的核心约束是“传质速度必须不慢于反应沉积速度”,否则外表面先形成厚涂层封堵孔口,内部致密化停止。工程上常通过降低压力、控制温度与气体停留时间、甚至多次中断并去除表面涂层来延续致密化。
把 C/C 的制造过程变成可量产,关键在于把三个窗口绑定:预浸料质量(面密度、树脂流动、胶凝时间)、固化与炭化的热史(排气与升温速率)、以及孔隙系统与浸渍/沉积路线的匹配(孔径分布、开口/闭口孔比例)。只要第一轮炭化的孔隙系统被破坏,后续致密化会极难补救。
为什么 C/C 工艺必须反复浸渍与再炭化? 第一次炭化会显著增孔,反复循环才能逐步把孔补回去并提高密度与性能。
为什么预浸料比手工湿法浸渍更可控? 预浸料可更精确控制纤维/树脂比与面密度,减少压制过程中的“不可控挤胶”与不均匀浸渍。
炭化阶段最容易导致不可逆缺陷的点是什么? 升温过快导致气体逸出过猛,破坏孔隙系统并诱发裂纹与分层,后续浸渍很难补救。
CVI/CVD 为什么周期很长? 受孔内传质限制,沉积速率必须控制得较低以避免外表面封堵,导致整体过程可能持续数周。
为什么 C/C 的成形仍大量借用 CFRP 工艺? 因为几何成形与纤维结构固定的逻辑一致,差别在后段的炭化与致密化转化过程。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
