
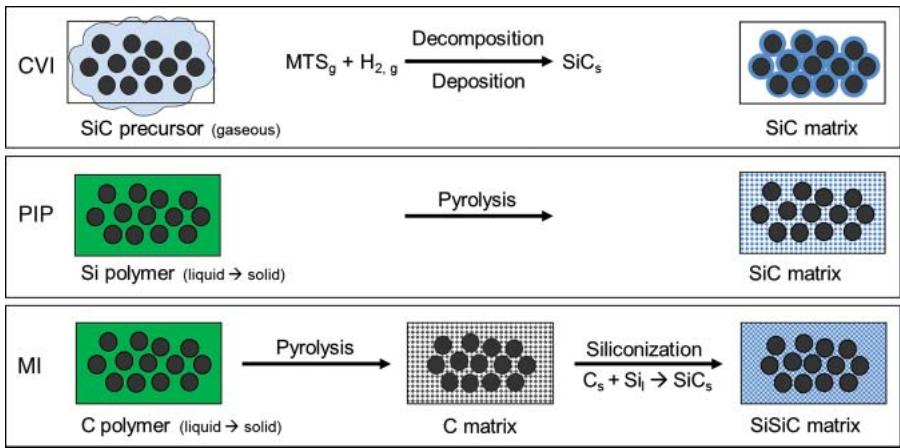
图1. 三种 SiC 基体构建路线示意:CVI、PIP、MI(原始图 12.3.1)
无论路线如何变化,工程目标一致:
1)做出近净成形的纤维预制体或 CFRP 预成型体
2)构建弱界面层(典型为 0.1–1 μm 的热解碳 pyC),获得韧性与损伤容限
3)构建 SiC 基体,并把孔隙控制到目标窗口(不同路线允许不同残余孔隙水平)
弱界面层的意义是把“脆性陶瓷基体”转成“可耗能的复合材料”:裂纹在界面处偏转/分叉,纤维可桥联与拔出,从而避免灾难性脆断。
CVI 常用 MTS + H₂ 作为工艺气体,通过反应沉积 β-SiC:
$$ //mathrm{CH_3SiCl_3} + //mathrm{H_2} //rightarrow //mathrm{SiC} + 3//mathrm{HCl} + //mathrm{H_2} $$
工艺窗口的关键矛盾是:温度与压力越高沉积越快,但越容易“外层先封孔”,导致内部致密化不完全;要获得更深渗透,往往需要更低温/低压,代价是周期显著变长。
工业上常见两种变体:
PIP 的核心特征是“多循环致密化”:预陶瓷聚合物在裂解后会出现质量损失与体积收缩并形成孔隙;为了把开口孔隙降到工程要求,通常需要多次循环。厚壁与复杂件的裂解过程要严格控温以避免分层与开裂。
MI 的核心反应是液硅与固碳反应生成 SiC:
$$ //mathrm{Si}{(l)} + C{(s)} //rightarrow //mathrm{SiC}_{(s)} $$
优势是流程短、渗透快、几何收缩可预测,适合近净成形与批量生产(尤其刹车盘)。但液硅对碳纤维与碳基体活泼,必须用策略实现弱界面与纤维保护,例如:
三种方法最大的本质差别是什么? SiC 基体的生成方式不同:CVI 是气相沉积,PIP 是聚合物裂解多循环,MI/LSI 是液硅渗透并与碳反应。
为什么都要做弱界面层? 让裂纹能偏转并触发纤维桥联/拔出耗能,使材料具备韧性与损伤容限。
CVI 为什么周期长? 需要在孔道内沉积 SiC,沉积过快会外层封孔,必须用低反应性参数换取渗透深度,时间自然拉长。
PIP 为什么要反复循环? 因为裂解会产生孔隙,单次裂解无法把孔隙降到工程要求,需要多次浸渍填孔再裂解。
MI 为什么适合汽车刹车盘量产? 因为流程短、渗透快、近净成形能力强,且可用较低成本原料与连续化炉体实现高产能。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
