
| 术语 | 含义 |
|---|---|
| CMC | 陶瓷基复合材料 |
| C/SiC | C 纤维增强 SiC 基体复合材料 |
| C/C-SiC | 以 C/C 束为骨架并与 SiC/Si 渗硅形成的多相材料 |
| CVI | 化学气相渗透(Chemical Vapor Infiltration) |
| PIP | 聚合物浸渍裂解(Polymer Infiltration and Pyrolysis) |
| MI | 熔融 Si 渗透(Melt Infiltration) |
| CTE | 热膨胀系数(Coefficient of Thermal Expansion) |
陶瓷材料的优势是热稳定性与化学稳定性高、硬度高、耐磨好,但整体陶瓷的短板也很明确:脆、损伤容限低。强度常由缺陷触发裂纹扩展来决定,构件体积越大,缺陷概率越高,可接受的应力水平越低。为了让大尺寸结构件具备更高生存性与可靠性,单纯“加厚”会导致重量惩罚。
把连续 C 纤维或 SiC 纤维嵌入陶瓷基体后,得到的是一类新的材料行为:它不需要像金属那样发生真正的塑性流动,却能通过界面与微裂纹网络实现能量耗散,表现出准延性断裂、较高断裂韧性、较低弹性模量、很低的 CTE、极强的热冲击稳定性与低密度等特征。
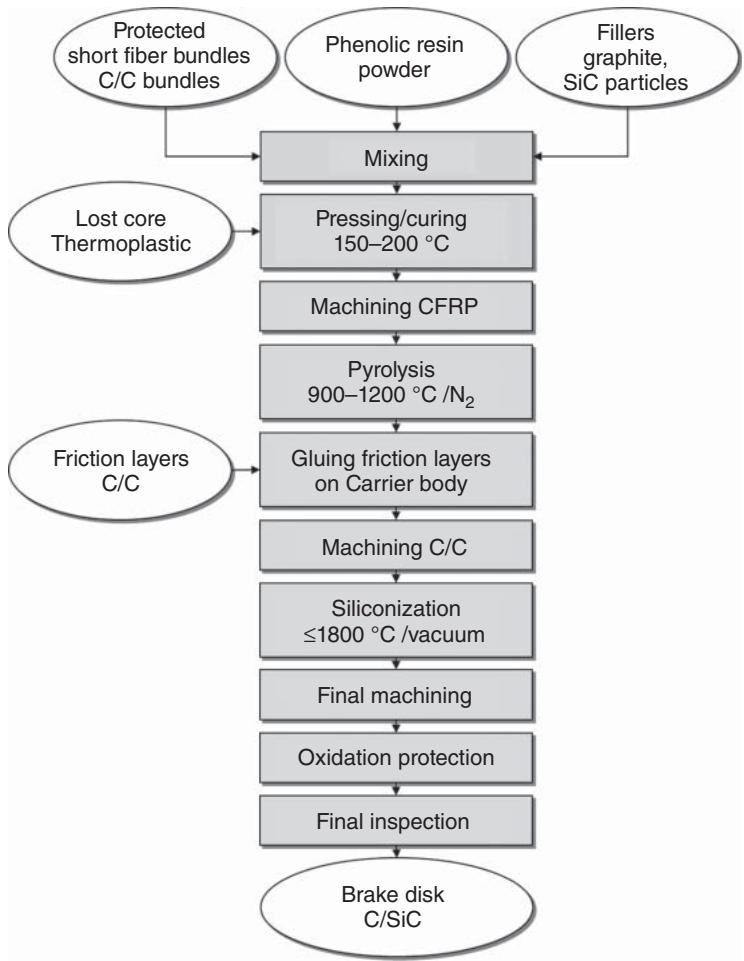
图1. 通风 C/SiC 刹车盘及摩擦层的典型制造步骤示意
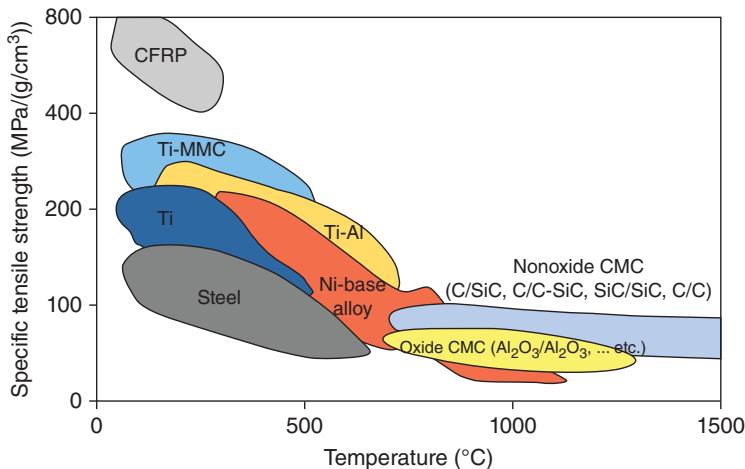
图2. 材料比强度随温度变化的对比曲线
准延性行为的关键,不在于把 SiC 基体做得更强,而在于让裂纹在纤维—基体界面与微裂纹处被偏转、分叉并停滞,同时让纤维产生桥联与拔出,从而在断裂过程中持续耗散能量。要让这些机制发生,纤维在陶瓷中的“嵌入”必须足够弱,界面过强会把材料拉回到脆性断裂的轨道。
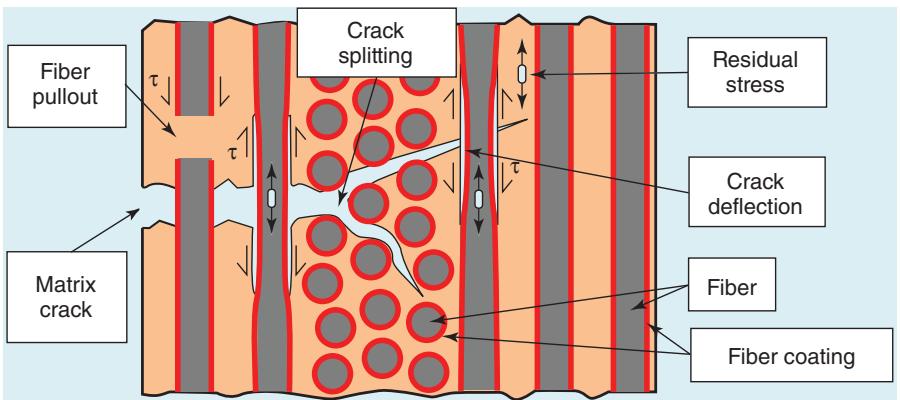
图3. CMC 内部典型能量耗散机制示意
在力学对比上,C 纤维的拉伸强度可超过 3500 MPa,断裂应变可超过 1.5%;整体 SiC 的拉伸强度约 400 MPa,断裂应变小于 0.05%。这组差异解释了为何 CMC 的设计要围绕“把纤维的能力释放出来”展开,而不是沿用整体陶瓷的缺陷控制逻辑。
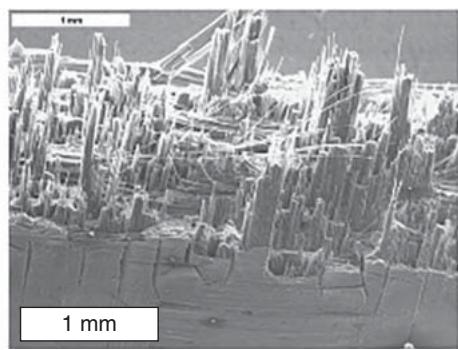
a
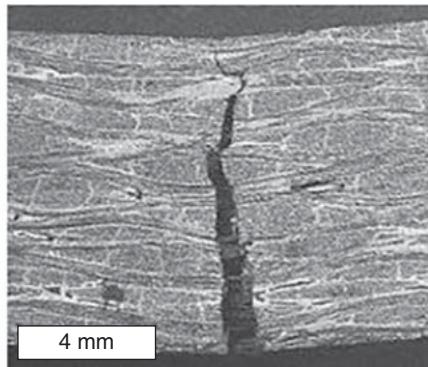
b
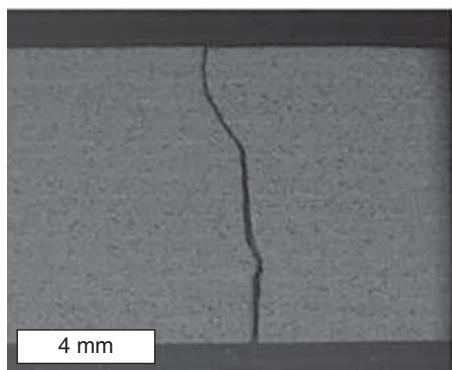
c
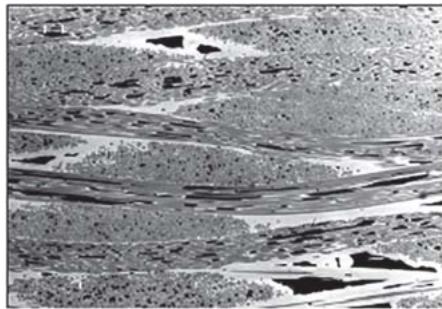
d
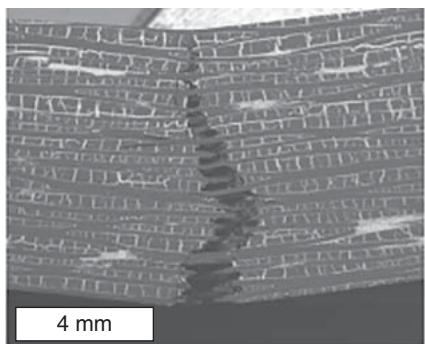
图4. 弯曲试样断口的显微形貌:C/C-SiC 的裂纹偏转与纤维桥联对比整体 SiSiC 的脆断特征
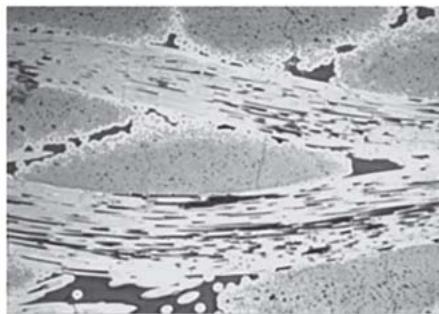
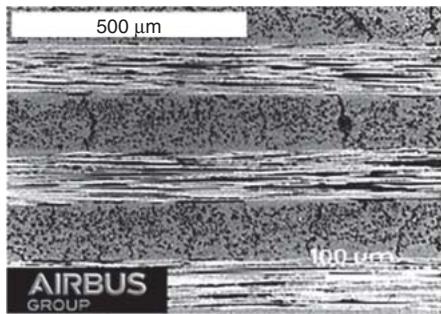
C/SiC 属于多相材料,通常由 C 纤维、纤维涂层与 β-SiC 基体构成。采用熔融 Si 渗透(MI)得到的 C/C-SiC 常见残余 Si,并可能同时包含一定比例的 C 基体。CVI 与 PIP 路线通常表现为更高的 SiC 含量,SiC 体积分数可在约 35–50 vol% 的范围,单丝被 SiC 基体包围;MI 路线则更常见较低的 SiC 含量(约 15–20 vol%)与少量残余 Si(Si 体积分数小于 4 vol%),其结构特征是先形成致密的 C/C 束,再把束体嵌入 SiC 基体中。
a
b
c
d
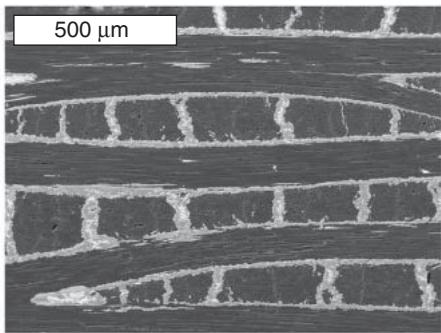
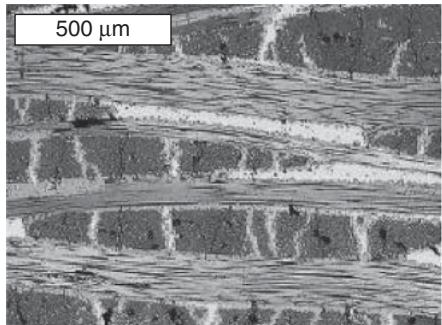
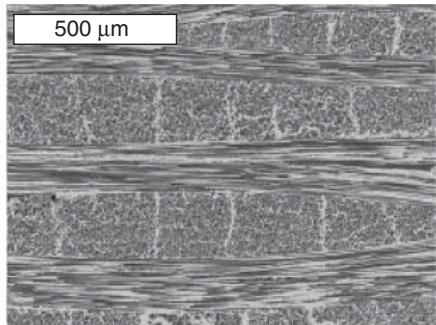
图5. 基于 2D 纤维预制体的 C/SiC 典型微结构:CVI、PIP 与 MI 路线的对比
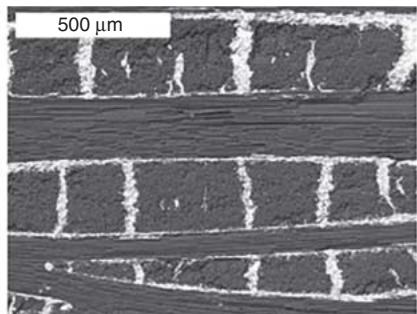
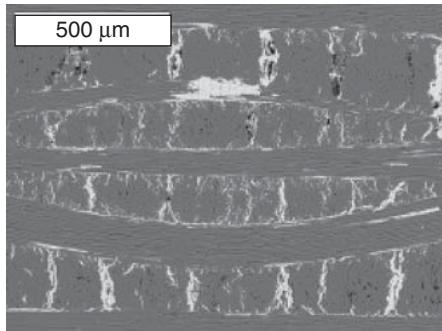
MI 路线的相组成可在较宽范围内调节:使用高致密 C/C 预制体时,SiC 含量可低至约 3–10 vol%;使用高孔隙 C/C 预制体时,SiC 含量可提高到约 50 vol%。短纤增强体系在使用更高孔隙预制体并控制束体转化程度时,SiC 质量分数可到约 60%(约 44 vol%),Si 可到约 10%(约 11 vol%)。
a
b
c
d
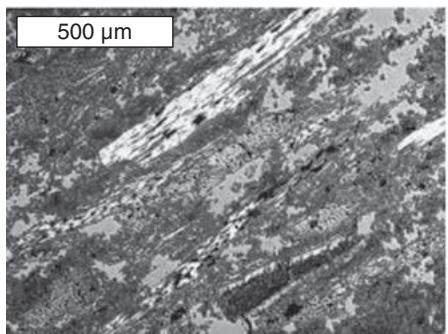
图6. MI 路线下不同相组成的典型微结构对比
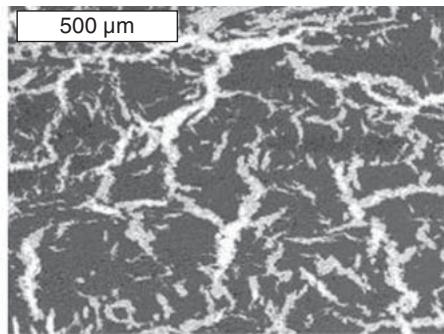
图7. 随机取向短纤 MI 材料的典型微结构示意
出于经济性考虑,CVI 与 PIP 的基体构建通常会在残余开口孔隙约 8–12%(CVI)或 6–10%(PIP)时停止;MI 路线更趋向得到 1–4% 的开口孔隙。C/SiC 的典型密度在 1.8–2.4 g/cm³ 范围,随相组成变化。
2D 织物层合与 1D 纤维层会产生显著各向异性,纤维平面内方向与垂直层间方向的性能差异需要在构件设计阶段就进入材料卡片。不同路线的差异在室温下尤其明显:CVI 或 PIP 路线的材料可获得最高拉伸强度与更高的断裂应变,拉伸强度可到约 340 MPa、断裂应变约 0.7%;MI 路线的 C/C-SiC 则更低,约为 80–190 MPa 与 0.15–0.35%。差异可与两个机制联系:CVI/PIP 让单丝更独立嵌入基体,载荷分配更均匀;MI 中部分纤维与 Si 反应会损失承载纤维。
短纤增强的 C/SiC 与 C/C-SiC 广泛用于汽车刹车盘,原因来自原料与加工成本更低、复杂形状更易实现,并且相组成与织构可调空间更大。短纤材料表现出缺口不敏感,在弹性应力区间未观察到疲劳效应;其强度随纤维取向、含量与长度变化,纤维越长、含量越高,强度越高。
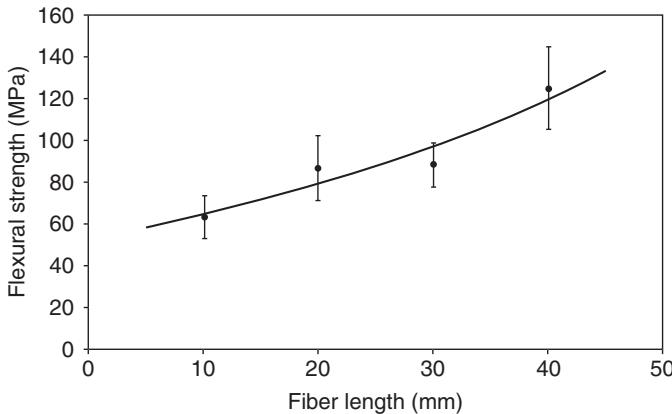
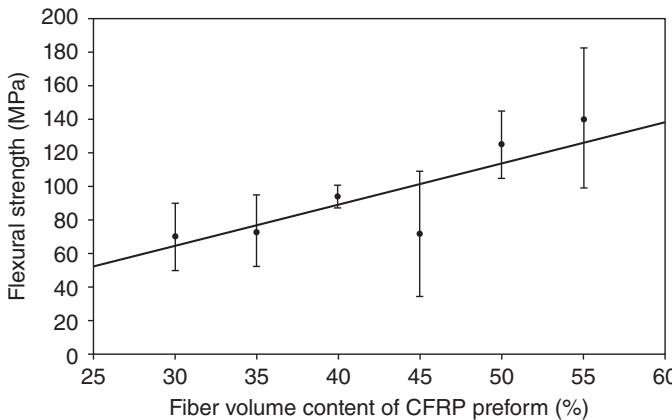
图8. 短纤长度对抗弯强度的影响
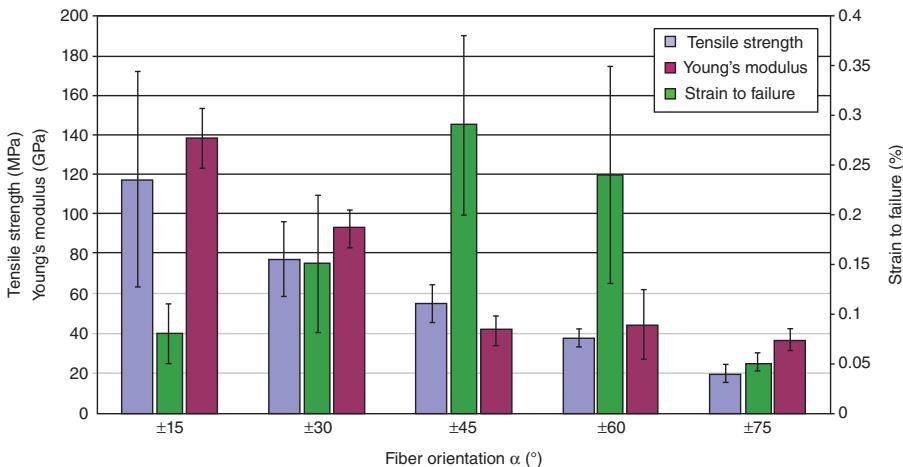
图9. 纤维含量对抗弯强度的影响
表1. 工业化 C/SiC 材料的典型力学与热学参数(分路线对比)
| C/SiC | C/SiC | C/SiC | C/SiC | C/SiC | C/C-SiC | C/SiC | |
| 制造商 | Herakles | MT | AGI | COIC | MSP | SKT | SGL |
| 制造方法 | I-CVI | G-CVI | PIP | PIP | PIP | MI | MI |
| 商品名 | SEPCARBINOX®A262 | Keraman® | SICARBON® | S 400 | DMC 09/09 | CF 226/1P77 | SIGRASIC1500)® |
| 纤维架构 | 3D 织物 | 2D 织物 | 单向交叉铺层 | 2D 织物 | 2D 织物 | 2D 织物 | 2D 织物 |
| 纤维含量(vol%) | 45 | 42-47 | 50a) | 40b) | ≥55 | 60 | - |
| 密度(g/cm³) | 2.1 | 2.1-2.2 | 1.8 | 2.1 | 1.7-1.95 | >1.8 | 2 |
| 孔隙率(%) | 10 | 10-15 | 8 | - | 2.5-5 | - | 2 |
| 拉伸强度(MPa) | 350c) | 300-320 | 260 | 290 | - | - | 110 |
| 断裂应变(%) | 0.9c) | 0.6-0.9 | 0.5 | 0.53 | 1-1.5 | 0.25-0.3 | 0.3 |
| 杨氏模量(GPa) | 90/100c) | 90-100 | 80-90 | 110 | - | 50-55d) | 65 |
| 压缩强度(MPa) | 580/600c) | 450-550 | 590 | - | 61-85 | - | 470 |
| 抗弯强度(MPa) | 500/700c) | 450-500 | 500 | 241 | 290-370 | 140-160 | 190 |
| 层间剪切强度(ILSS,MPa) | 35c) | 45-48 | 11-20 | 28 | 52 | 15-17 | - |
| 热膨胀系数(CTE)‖(10⁻⁶ K⁻¹) | 3c) | 3 | 2e) | 3.5f) | 0.4g) | 1.0-1.5g) | -0.3/1.36h) |
| 5c) | 5 | 5e) | - | 3.9g) | 6.0-6.5g) | - |
| C/SiC | C/SiC | C/SiC | C/SiC | C/SiC | C/C-SiC | C/SiC | |
| 制造商 | Herakles | MT | AGI | COIC | MSP | SKT | SGL |
| 制造方法 | I-CVI | G-CVI | PIP | PIP | PIP | MI | MI |
| 商品名 | SEPCARBINOX® | Keraman® | SICARBON® | S 400 | DMC 09/09 | CF 226/1 | SIGRASIC |
| 导热系数(W/m·K) | 14.3/20.6c) | 14 | 14e) | - | 11-13 | 28-33 | - |
| 6.5/5.9c) | 7 | 6e) | - | 6.5 | 12-15 | 23/12i | |
| 比热容(kJ/(kg·K)) | 0.62/1.4c) | - | 0.6e) | - | 1.4-2.2c) | - | - |
不同企业与材料路线之间的数值对比,需要同时核对测试方法与试样来源。部分强度数据的离散性与试样几何形状、纤维取向不均等因素有关,不能把表内数值当作“可直接套用的设计许用值”。
表2. MI 路线下 2D 织物材料的典型相组成与性能参数
| C/C-SiC XB | C/C-SiC XT | C/C-SiC XD | SIGRASIC 1500J® | CF 226 P75 | CF 226/2 P77 | |
| 制造商 | DLR | DLR | DLR | SGL | SKT | SKT |
| 纤维含量 a)(vol%) | 60 | 60 | 60 | - | 60 | 60 |
| 纤维类型 | HTb) | T 800c) | HTb) | HT | HT | HT |
| Si 吸收量(mass%) | 35-40 | 35-40 | 50-60 | - | 10-20 | >45 |
| SiC 含量(vol%) | 15-20 | 15-20 | 35-40 | 20-25d) | 3-10 | - |
| Si 含量(vol%) | 2-4 | 2-4 | 1-2 | 15-17d) | 0 | - |
| C 含量(vol%) | 70-75 | 70-75 | 60-65 | 50-60d) | 85-95 | - |
| 密度(g/cm³) | 1.9-2.0 | 1.9-2.0 | 2.2-2.3 | 1.8-2.2 | >1.8 | >1.95 |
| 孔隙率(%) | 1-4 | 1-4 | 1 | 2 | <6 | <5 |
| 拉伸强度(MPa) | 80 | 190 | 30 | 110 | - | - |
| 断裂应变(%) | 0.15 | 0.35 | 0.04 | 0.3 | 0.3-0.35 | 0.23-0.27 |
| 杨氏模量(GPa) | 60 | 60 | 100 | 65 | 55-60e) | 55-60e) |
| 抗弯强度(MPa) | 160 | 300 | 80 | 190 | 180-200 | 130-140 |
| 层间剪切强度(ILSS,MPa) | 28 | 33 | - | - | 14-18 | 14-17 |
| 热膨胀系数(CTE) | -1/2.4f) | -1/2.0f) | 1.1/4.4f) | -0.3/1.36g) | 1.0-1.5h) | 0.8-1.3h) |
| (10⁻⁶ K⁻¹) | 2.1/7f) | 2.5/7f) | 4/8j) | 5.5-6.0h) | 5.5-6.0h) |
| 制造商 | DLR | DLR | DLR | SGL | SKT | SKT | |
| 导热系数(W/m·K) | ‖ | 17/17i) | 21/21i) | 33.6/23.3i) | - | 30-35 | 30-35 |
| ⊥ | 9/7.5i) | 10.3/8.9i) | 18.1/12.6i) | 23/12g) | 12-15 | 18-22 | |
| 比热容(J/(kg·K)) | 750/1550k) | 690/1540k) | 720/1450k) | - | - | - | |
表3. MI 路线短纤材料与 2D 织物材料的典型参数对比
| C/C-SiC XB | C/C-SiC SF | SIGRASIC 6010 GNJ | FU 2952 P77 | |
| 制造商 | DLR | DLR | SGL | SKT |
| 纤维架构 | 2D 织物 | 随机短纤 | 随机短纤 | 随机短纤 |
| 制造方法 | MI | MI | MI | MI |
| 纤维类型 | HTA | HTA | HT | HT |
| 纤维含量(vol%) | 60a) | 50a) | - | 50 |
| 密度(g/cm³) | 1.9–2.0 | 2.0–2.1 | 2.45 | >2 |
| 开口孔隙率(%) | 1–4 | 3 | <1 | - |
| SiC 含量(vol%) | 15–20 | 24–28 | 45b) | - |
| Si 含量(vol%) | 2–4 | 1–3 | 11b) | - |
| C 含量(vol%) | 70–75 | 65–70 | 43b) | - |
| 抗弯强度(MPa) | 160 | - | 50–80 | 60–80 |
| 拉伸强度(MPa) | 80 | - | 20–40 | |
| 杨氏模量(GPa) | 60 | 50–70c) | 30 | 23–27c) |
| 断裂应变(%) | 0.15 | 0.15–0.25c) | 0.3 | 0.2–0.26c) |
| 导热系数(W/m·K) | 17/17d) | - | - | 18–23 |
| 9.0/7.5d) | 25–30e) | 40 | 28–33 | |
| 比热容(J/(kg·K)) | 750 | 750 | 800 | - |
| 热冲击系数 R2(W/m) | 9070 | - | >27 000 | - |
| 热膨胀系数(参考 25°C,10⁻⁶ K⁻¹) | -1/2.4f) | 0.5/3.5f) | - | 1.2–1.6g) |
| 2.1/7f) | 1.0/4.0f) | 2.6–3.0 | 5.2–5.6g) |
与金属随温度升高强度下降的常见趋势不同,C/SiC 的强度在升温至 1200°C 的范围内几乎不受影响。热膨胀主要由 C 纤维控制:纤维的 ‖ 方向 CTE 可为 -0.83 至 -0.1×10⁻⁶ K⁻¹,SiC 基体约为 4–5×10⁻⁶ K⁻¹,因此复合材料整体 CTE 往往较低,‖ 方向可在 -1 至 +3.5×10⁻⁶ K⁻¹ 范围内。对 2D 架构的纤维主导材料,通过纤维与基体比例及织构可把平面内 CTE 调到 -0.5 至 +0.8×10⁻⁶ K⁻¹。垂直于层合方向时,基体相更占主导,CTE 可在 2–5.5×10⁻⁶ K⁻¹ 区间。
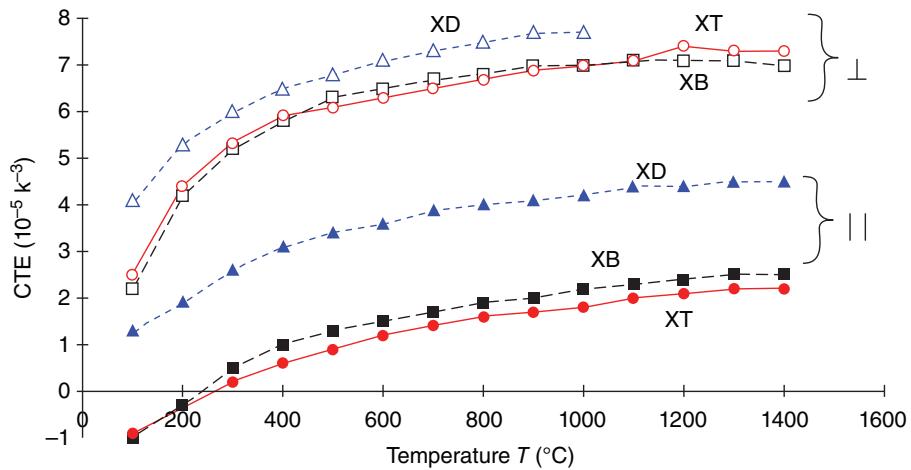
图10. 2D 增强 C/C-SiC 平行与垂直方向的典型 CTE 对比
导热同样呈现各向异性。2D 织物基材料在室温下常见 ‖ 方向 11–35 W/(m·K)、⊥ 方向 6–12 W/(m·K)。通过把高强型纤维替换为石墨化的高模量或超高模量纤维,‖ 方向导热可显著提高;对 C/C 预制体在渗硅前进行最高 2400°C 的石墨化热处理,也可提升导热。随着 SiC 与 Si 含量提高、密度上升,导热进一步增加;短纤体系在 φSiC+Si≈56 vol%、ρ≈2.45 g/cm³ 时,⊥ 方向导热可到约 40 W/(m·K)。
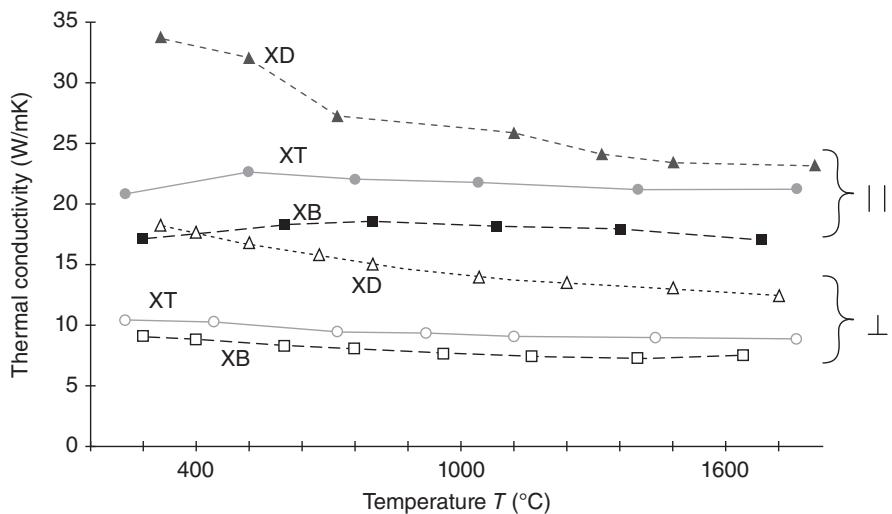
图11. 2D 增强 C/C-SiC 平行与垂直方向的典型导热系数对比
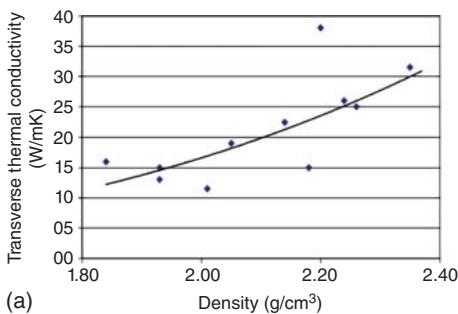
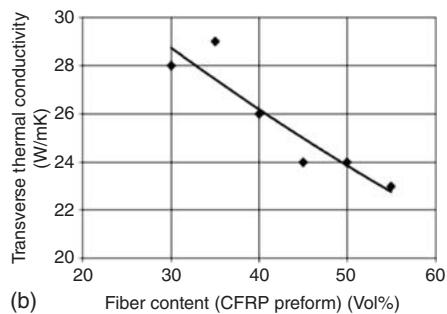
图12. 短纤 C/C-SiC 导热随密度与纤维含量变化的关系
含 C 相材料在惰性气氛下可在高温(最高可到 2700°C)使用,例如石墨化炉的装料结构;进入氧化性气氛后,含 C 相材料的服役温度通常受限于约 450°C。与 C/C 相比,C/SiC 在氢气气氛下稳定性更高,原因与 C 的甲烷化反应被抑制有关,反应起始温度约在 700°C。
SiC 在超过 2300°C 时会分解。干燥空气中,约 600–800°C 以上会形成 SiO2 表面层并阻止进一步氧化,属于被动氧化;在还原性气氛且温度超过 1000°C 时可能发生主动氧化,生成气态 SiO;高分压水蒸气条件下,SiO2 与气态 SiOH4 的生成会导致 1000°C 以上快速劣化。
在 C/SiC 中,氧化速率沿纤维或 C/C 束方向更高,因为氧能更容易沿通道进入材料内部,因此平面内方向的劣化往往快于垂直方向。短纤体系也可表现出与压制方向相关的氧化差异。
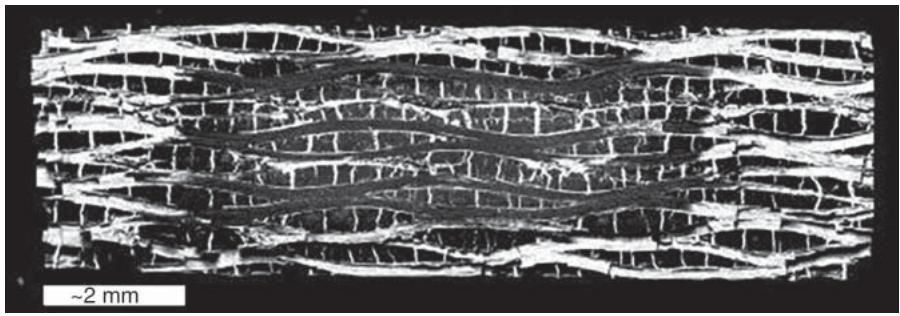
图13. 空气中 900°C、1 小时热处理后的截面形貌:C/C 束的各向异性烧蚀特征
提高抗氧化能力的常见策略包括表面浸渍(例如磷酸盐体系)与多层涂层系统(例如 CVD-SiC 与玻璃层、自封闭玻璃生成层等)。这类体系可以通过生成玻璃相封闭微裂纹来降低氧的进入,但即便如此,材料仍难以满足氧化或腐蚀环境下长期高温服役的要求,例如燃气涡轮热端区域。
相对金属刹车盘,C/SiC 与 C/C-SiC 的优势包括低密度(约 1.9–2.3 g/cm³)带来的减重,以及 SiC 陶瓷相带来的更低磨损率。灰铸铁刹车盘在寿命中会因磨损与腐蚀导致厚度下降,而 C/SiC 的磨损水平更低,同时刹车粉尘减少也有环境与外观层面的收益。
金属刹车盘在高能量制动过程中温度可超过 700°C,热应力与冷却过程易导致裂纹与变形,进而引发噪声与后续制动中的裂纹扩展风险。C/SiC 的低 CTE 以及与金属钟罩的匹配固定方式,可降低这类风险并改善磨耗均匀性。摩擦系数随温度升高会略有上升,相对灰铸铁更有利于抗热衰退;摩擦系数水平可超过 0.45,而灰铸铁约为 0.3–0.45,这会带来更直接的踏板响应与更短的制动距离潜力。
把 C/SiC 或 C/C-SiC 拉到工程设计里时,需要把三件事放在同一张“结构卡片”上:材料的 ‖/⊥ 向 CTE 与导热,制造路线决定的孔隙与相组成,以及氧化气氛与时间尺度。只强调强度或密度会低估热循环与氧化带来的失效路径,尤其是在薄壁与大温差场景中。
为什么 CMC 的优势常被描述为“损伤容限”而不是“更高强度”? 连续纤维的核心作用是引入裂纹偏转与桥联等耗能机制,提高韧性与可靠性,而不是单纯把基体强度抬高。
CVI、PIP 与 MI 路线在性能上最容易拉开差距的点是什么? 相组成与孔隙结构不同会直接改变载荷分配与裂纹路径;MI 还可能造成部分纤维与 Si 反应而损失承载纤维。
为什么必须区分 ‖ 与 ⊥ 方向的性能? 2D 织物与层合结构天然各向异性,CTE 与导热差异会放大热循环应力与形变,设计不区分方向容易“算对材料、算错构件”。
抗氧化涂层能不能把 C/SiC 用到燃气涡轮热端? 涂层与自封闭体系可以显著改善氧化行为,但长期强氧化与腐蚀环境仍是硬边界,需要把时间尺度、裂纹自封闭能力与涂层完整性一起评估。
作为刹车盘材料,C/SiC 的关键工程收益点在哪里? 低密度减重、耐磨带来寿命与粉尘优势,低 CTE 降低高温热应力开裂风险,同时摩擦系数的温度稳定性更有利于高能量制动工况。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
