
焙烧裂纹最常见的触发方式是“气体来不及出去”:黏结剂热解产生挥发分,若升温过快或排气通道受限,内部压力会上升并在孔结构中寻找薄弱路径,最终表现为裂纹、孔洞放大或分层缺陷。很多时候配方并没有改变,缺陷却集中出现,原因通常是炉内热场、装炉方式或升温程序的微小变化把排气平衡打破了。
因此焙烧的工程控制点不在“能烧到多少度”,而在“每一个温区的生成速率与迁移能力是否匹配”。
| 术语 | 含义 | 工程关注点 |
|---|---|---|
| 黏结焦 | 黏结剂热解后形成的固体碳残余 | 连接颗粒并形成骨架 |
| 填充料/填充介质 | 包裹制品的颗粒焦、砂等 | 防变形、防氧化、影响传热与排气 |
| 升温程序 | 不同温区的升温速率设定 | 决定裂纹风险与产能 |
| 尾气净化 | 焙烧挥发物的收集与处理 | 合规与设备安全的硬约束 |
| 压力焙烧 | 在压力下进行热处理 | 可缩短周期并提高结焦残余 |
焙烧过程中,黏结剂发生热解并形成黏结焦,同时生成大量挥发分。对块体制品而言,热量需要从外部向内部传入;挥发分需要从内部向外部迁移。制品通常被填充介质包裹,以防在黏结剂软化到黏结焦形成的温区发生变形,同时填充介质也能降低氧化风险。但填充介质也会改变传热与排气条件,因此装炉方式本身就是工艺参数的一部分。
在 300–500°C 区间,挥发分生成速率最高。为了避免裂纹,升温速率需要显著降低,使挥发分的迁移能力始终不小于生成量。进入更高温区后,升温速率可逐步提高。最终焙烧温度通常在 750–1300°C 之间,取决于产品体系与后续处理路线。
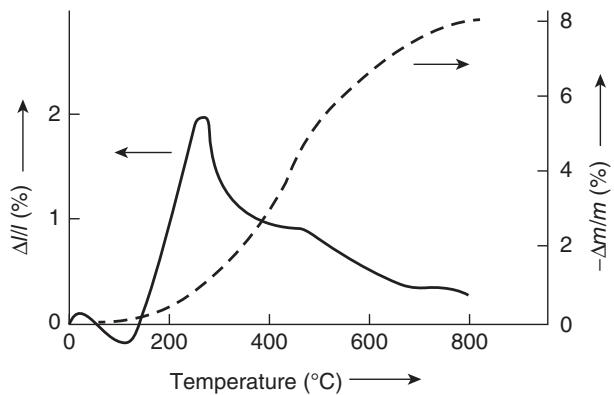
图1. 焙烧过程中的体积变化示意:体积变化、孔形成与裂纹风险随温程共同演化
环式炉通过多个炉室串联形成“热区循环”,使预热、升温、保温与冷却在不同区段同时发生,本质上是一种逆流换热系统,燃料经济性较好,常用于阳极、电极与大块体制品的规模化焙烧。
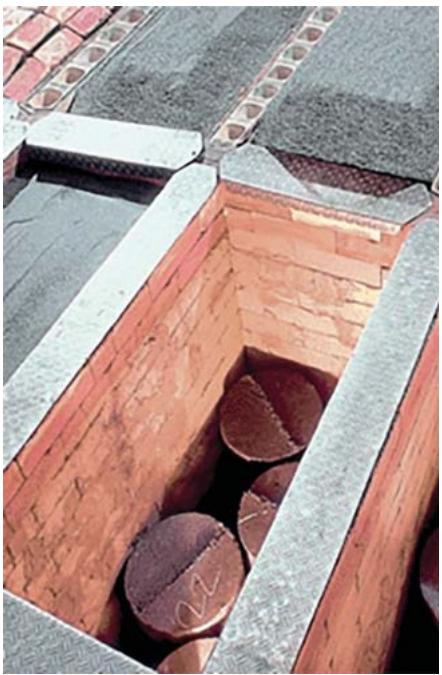
图2. 环式炉装炉示意:填充介质与装炉方式直接影响传热与排气
单室/车底炉更利于对敏感品类进行精细热场管理,装卸可与生产节拍解耦。隧道窑更适合小件与浸渍后再焙烧,热回收效率较高,但需要额外注意挥发物冷凝与流场稳定性。
表1. 环式炉开顶/闭顶方案对比(按原始数据口径整理)
| 指标 | 开顶(Open top) | 闭顶(Closed top) |
|---|---|---|
| 每组火数 | 2–4 | 1–4 |
| 每火分段数 | 6–9 | 4–8 |
| 单组火产能(tbp/a) | 50 000–80 000 | 5 000–56 000 |
| 燃料消耗(GJ/tbp) | 1.9–2.3 | 2–3 |
| 烟道墙寿命(循环数) | >150 | >150 |
| 端墙寿命(循环数) | >250 | >250 |
焙烧挥发物需要被收集与净化,典型装备包括静电除尘、燃烧/焚烧与相关净化单元。尾气系统不仅是合规要求,也直接决定了能否稳定执行升温程序:若挥发物冷凝、沉积或燃烧不稳定,会反向干扰炉内流场与热场,进而放大裂纹风险。
焙烧为什么一定要慢升温? 因为挥发分生成速率在特定温区很高,若迁移能力跟不上会形成内部压力并诱发裂纹。
填充介质除了防变形还有什么作用? 还能降低氧化风险,但也会改变传热与排气条件,因此装炉方式本身是关键工艺参数。
典型焙烧温度范围是多少? 常见终温在 750–1300°C,取决于后续是否浸渍再焙烧以及是否进入石墨化流程。
环式炉为什么适合大规模生产? 多炉室串联系统实现逆流换热,燃料经济性较好,可将预热、焙烧与冷却并行化。
尾气净化为什么会影响产品质量? 挥发物处理不稳定会导致冷凝沉积与流场异常,反向影响热场与排气,放大缺陷风险。
依托国家磨料磨具质量监督检验中心能力体系**,
面向石墨、焦炭、石油焦、炭素制品、锂离子电池石墨类负极材料等碳材料
提供化学成分、晶体结构、力学性能、物理性能、高温性能等检测服务,可覆盖石墨化度、灰分、挥发分、固定碳、全硫/硫分、体积密度、真密度、气孔率、电阻率、抗压强度、抗折强度、抗拉强度、高温力学性能等关键指标。
依托国家级质检平台基础、CNAS 认可、CMA 资质认定及央企体系背景,精工博研-国磨质检可为企业研发验证、原料评价、质量控制、产品性能测试及进出口质量证明等场景提供专业、规范、可信的检测技术支持。
针对石墨等碳材料进出口业务,和国内多个海关合作,相关检测报告可作为企业报关、报关及质量技术说明的参考依据












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
