

DSSC 和 HPSC 的生产需要使用亚微米 SiC 颗粒 (0.1-1 μm) 以及烧结助剂,这是因为 SiC 是一种烧结性较差的材料。亚微米 SiC 的高成本和获取难度是 DSSC 生产面临的主要挑战。
简单以平均粒径 (μm) 来衡量颗粒尺寸并不足以准确评估其烧结性能。“亚微米”或“微米级”等术语涵盖的范围过广,缺乏具体可操作性。更具意义的指标是单位质量的颗粒表面积 (m²/g) 或单位体积的比表面积 (m²/cm³)。比表面积消除了颗粒密度的影响,使不同化学成分的粉末能够直接相互比较。用于 DSSC 的“亚微米”SiC 粉末的表面积范围很广,约为 1-50 m²/g,通常在 10 m²/g 左右,理想情况下为 5-20 m²/g。虽然这个范围不算超细,但这种 SiC 粒径的获取或内部生产都十分昂贵。相比之下,二氧化硅凝胶的表面积可以达到数百 m²/g,活性炭的表面积则高达数千 m²/g。
成本驱动因素:
从商业角度来看,需要使用亚微米 SiC 是 DSSC 成本是 RSSC 两倍以上,甚至是 GBSC 和 SNBSC 的 3-4 倍的主要原因。RSSC、SNBSC 和 GBSC 都使用粗磨料级别的 SiC,每吨成本很低,这就是它们生产成本远低于 DSSC 和 HPSC 的原因。
粒径: 亚微米 SiC 粉末的成本比粗颗粒 SiC 高得多,是 HPSC 和 DSSC 成本的主要驱动因素之一。
烧结温度: 更高的烧结温度意味着更高的炉子成本、维护成本和能源消耗成本。HPSC 和 DSSC 的烧结温度约为 2000°C,而 SNBSC 和 GBSC 的烧结温度为 1200°C-1450°C,这也是 SNBSC 和 GBSC 成本更低的原因之一。
工艺复杂性: HPSC 过程比 DSSC 过程更复杂,需要石墨模具,并且生产速度较慢,导致成本增加。RSSC 过程也相对复杂,但比 HPSC 更简单。
成本比较:
HPSC (负担能力 1): 亚微米 SiC 粉末,约 2000°C 烧结温度,缓慢过程,昂贵模具成本。
DSSC (负担能力 2): 亚微米 SiC 粉末,约 2000°C 烧结温度,简单快速过程。
RSSC (负担能力 4): 粗颗粒廉价 SiC 粉末,约 2000°C 烧结温度,复杂快速过程。
SNBSC (负担能力 5): 粗颗粒廉价 SiC 粉末,约 1400°C 烧结温度,快速过程。
GBSC (负担能力 5): 粗颗粒廉价 SiC 粉末,约 1300°C 烧结温度,快速过程。
粒径和烧结效率:
粒径越小,表面积越大,烧结效率越高。因此,亚微米 SiC 粉末比粗颗粒 SiC 粉末具有更高的烧结效率,但成本也更高。
原材料成本和工艺选择:
亚微米 SiC 粉末可以从商业供应商处购买,也可以通过内部合成获得。内部合成需要设置、优化和管理生产过程,成本较高,耗时较长。
亚微米 α-SiC 可以通过研磨 Acheson 磨料生产,成本相对较低,可用于工业生产。
亚微米 β-SiC 需要通过化学合成,成本非常高,通常用于小批量生产的特殊 SiC 陶瓷。
碳化硅是一种非常坚硬的材料,因此将其研磨至超细尺寸非常昂贵。生产细烧结级碳化硅粉末主要存在两大成本驱动因素:一是将碳化硅研磨至如此细小的颗粒尺寸需要消耗大量能量;二是研磨介质会受到磨料碳化硅的严重侵蚀,从而带来污染、清理和磨耗等问题,同时介质和衬里的磨损也会导致一定的材料成本增加。
在选择研磨介质时,需要考虑多种因素。铁、碳化钨、碳化硅和氧化铝等材料都是常见选项。
铁
优点:铁可以通过酸消化和/或磁分离方法单独或组合去除。研磨介质和研磨机成本较低。
缺点:磨损率非常高,因为铁比碳化硅软得多。铁可以用作碳化硅的烧结助剂,但效果并不理想。钢球轴承可能含有其他杂质,可能会带来问题。
碳化硅
优点:无污染。研磨速率高,介质磨损率低,但由于破裂,介质磨损可能仍然严重。
缺点:DSSC 研磨球制造成本高。球体易碎,破裂风险高。
氧化铝
优点:非常便宜的研磨介质。氧化铝是 DSSC,特别是 LPS-DSSC 中候选的烧结助剂之一。
缺点:氧化铝磨料的量难以控制,需要 XRF 或其他类似方法进行昂贵的监控。氧化铝介质仅适用于包含 Al2O3 作为烧结助剂一部分的 DSSC 工艺,即 LPS-DSSC。
碳化钨 (WC)
优点:非常坚硬的研磨介质,因此磨料很少。WC 磨料不会与 SiC 在烧结过程中发生反应,保持惰性。
缺点:非常昂贵的研磨介质。WC 磨料难以从亚微米 SiC 中去除。
氧化锆 (部分稳定化或 TZP)
优点:相对便宜的研磨介质。相对耐磨。
缺点:与氧化铝类似,ZrO2 磨料的量难以控制,需要 XRF 或其他类似方法进行昂贵的监控。氧化锆仅适用于包含氧化物作为烧结助剂一部分的 DSSC 工艺,即 LPS-DSSC。
没有一种完美的研磨介质,选择取决于 SiC 的用途、DSSC 工艺类型和对成本、污染和去除难度的平衡。
无论选择何种研磨介质,研磨衬垫也是需要仔细考虑的因素。主要有两种选择:
研磨衬垫与介质的化学成分相同。如果使用碳化硅,衬垫更换成本会比较高,但最终可以在碳化硅工厂内部生产衬垫。如果使用氧化铝,更换成本则会低得多。碳化钨成本较高,而铁则非常便宜。
使用 WC 涂层不锈钢是一种兼顾耐磨和成本效益的折中方案。
使用惰性聚合物。如果使用聚合物,衬垫的磨损率会很高。虽然聚合物磨料可以通过烧除去除,但会增加工艺步骤。
最后,内部生产的亚微米级 SiC 需要用氢氟酸和/或硝酸清洗,以去除表面和颗粒污染物。两篇已发表的论文对于设计用于 Acheson α-SiC 的研磨工艺非常重要:
Pan 等人使用高速行星磨机将粒径缩小至 4 纳米。
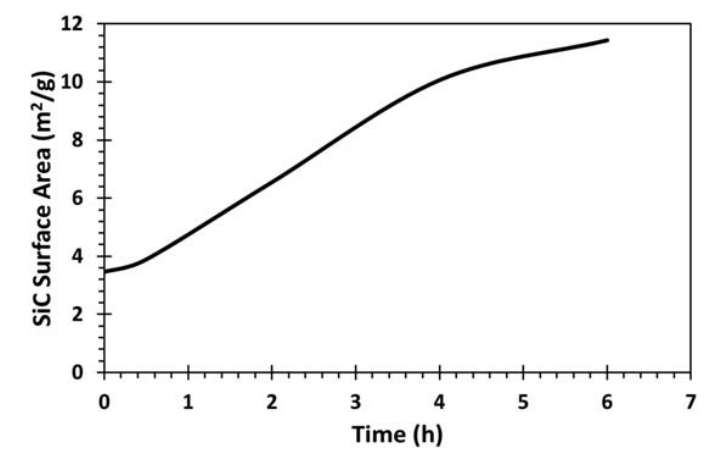
Dos Santos 和 Costa 使用行星磨机将研磨时间与表面积相关联,正好涵盖 HPSC 和 DSSC 所需的尺寸范围。正如 Dos Santos 研究所表明,球磨 SiC 到 HPSC 或 DSSC 所需尺寸在商业上是可行的,如图 35 所示。
气体热解是生产亚微米 β-SiC 粉末的首选方法。DSSC 的发明者 Prochazka 提出了如下合成亚微米 β-SiC 粉末的方法:
三氯甲基硅烷蒸汽和氢气,或四氯化硅蒸汽和合适碳氢化合物蒸汽(例如甲苯)和氢气的混合物,被引入由两同心电极产生的氩等离子体中。在高温等离子体中,化合物分解成离子,冷却后最稳定的分子(即 SiC 和 HCl)形成。
该工艺生成的 β-SiC 晶粒尺寸为 0.1-0.3 微米,无聚集现象。通过向反应物蒸汽中添加 BCl3,β-SiC 颗粒可以掺杂硼元素作为烧结助剂。
Prochazka 还推荐了 Prener 的方法,Prener 与 Prochazka 一样为通用电气公司工作,并申请了基于溶胶-凝胶法制备 β-SiC 亚微米颗粒的专利。
1996 年,Vassen 等人通过 CO2 激光辅助合成,利用 SiH4 和 C2H4 前驱体气体生产了超细 20 纳米 β-SiC 纳米粉末。通过在合成过程中添加 B2H6 气体以适当的流速实现硼掺杂。颗粒尺寸通过 TEM 测量,表面积通过 BET 方法测量。纯 SiC 粉末的粒径为 15 纳米,表面积为 104 m2 g-1,含 4% 重量硼的 SiCB 粉末的粒径为 13 纳米,表面积为 126 m2 g-1。
硅胶气凝胶的碳热还原是合成亚微米 β-SiC 粉末非常新颖的方法。2020 年,Lee 等人通过碳热还原含碳黑粉末的甲基改性硅胶气凝胶,在 1450°C-1525°C 流动氩气中反应约 5 小时,合成了表面积为 6.4-12.7 m2g-1 的亚微米 β-SiC 粉末。该硅胶气凝胶的初始表面积为 730 m2g-1。随后,亚微米 SiC 在空气中 800°C 恒温处理 1 小时,去除残留的碳黑。最终获得的表面积为 6.4-12.7 m2g-1,非常适合于 HPSC 和 DSSC 应用。
最关键的经验之一是,SiC 工业生产中精确的温度测量是生产质量控制管理的关键要素之一。
感应炉在初始投资成本方面更便宜,但操作和维护需要更高的专业技能。石墨电阻炉的购买成本更高,但操作和维护相对简单。
石墨炉是无压烧结非氧化物陶瓷(例如 SiC)的标准炉型。对于间歇炉,其关键特征包括:
使用纤维石墨作为隔热材料。
使用致密石墨作为炉加热元件(电加热情况下)和炉内部件。
整个石墨组件被安置在密封的 gastight chamber(气密腔)内。
感应炉与微波加热的概念类似,感应加热使用射频能量进行加热(RF 加热),需要一个感应线圈。该线圈由铜管组成,冷却水在其中循环,并从逆变器接收交流电。一个坩埚放置在铜感应线圈内部。坩埚使用 RF 透明隔热材料与线圈进行电气和热绝缘,以防止线圈熔化并与坩埚短路。用于 SiC 陶瓷烧结,使用石墨坩埚。通过交流电感应场与石墨坩埚的耦合实现加热。
交流频率和功率都经过调整,以满足石墨坩埚和炉料的加热能量需求。坩埚通过 RF 透明的热/电绝缘层与铜线圈隔绝,既阻挡电流又阻挡热量传递。用于 SiC 生产的典型工业规模感应炉,功率水平在 100 kW 数量级。
虽然原理上看起来很简单,但感应炉存在一些需要妥善管理的潜在挑战。此外,除外部壳体外,感应炉几乎每个部件都是消耗品。主要消耗品如下:
石墨坩埚:每个坩埚的成本从数千美元到数万美元不等,具体取决于尺寸。
感应线圈:需要定期维护,包括铜线圈本身和嵌入线圈匝数之间的隔热材料。铜线圈的使用寿命有限,主要是由于内部管道内高速水流的不断侵蚀,以及外部表面因电气短路而产生的腐蚀。
热/电绝缘材料:需要定期翻新。
炉内部件也是消耗品。
如果是真空感应炉,整个炉体组件都安装在更大的真空室内部,真空室具有引入电源、真空管线和冷却水的引出端口。如果不是真空炉,则线圈组件被密封,并在顶部和底部与炉体结构密封,使得整个组件能够承受环境压力惰性气体进料和挥发物排放,并具有通向坩埚内部区域的入口和出口端口。
如图 36 所示,石墨电阻炉的概念更加简单,本质上类似于传统炉:隔热保温腔室,内部带有加热元件,以及用于支撑待加热陶瓷坯体的内部炉衬。内部隔热腔室使用多孔石墨隔热材料(纤维板和毡),石墨加热元件被战略性地放置其中。加热通过石墨加热元件的电阻加热方式进行。
整个组件被安置在一个密封的更大金属腔室内部,通常金属炉腔本身配有水冷系统。外部外壳可以是不锈钢真空室(穹顶圆柱体)或简单的气密不锈钢封闭室,也能够在环境惰性气体氛围下运行。在某些情况下,壳体还可以承受压力,但通常这些炉子设计用于环境/真空条件。用于 SiC 生产的典型石墨电阻炉,功率水平也在 100 kW 数量级。密封金属炉室中的引入系统将高功率电力和冷却水引入内部,内部加热元件/电力线连接也存在许多设计复杂性。
对比分析:
与感应炉相比,石墨电阻炉结构更简单,操作和维护更容易,但加热效率可能稍低。它更适合大规模生产,因为成本往往更低,维护需求也更少。然而,在选择炉子时,需要综合考虑各种因素,例如生产规模、能源效率、工艺需求和预算等。
简化设计复杂性描述:
内部加热元件和电源线的连接存在一些设计上的挑战,例如需要考虑高电流下的发热和电弧风险,以及确保连接的可靠性和长寿命。这些挑战都需要通过精心设计和材料选择来克服。
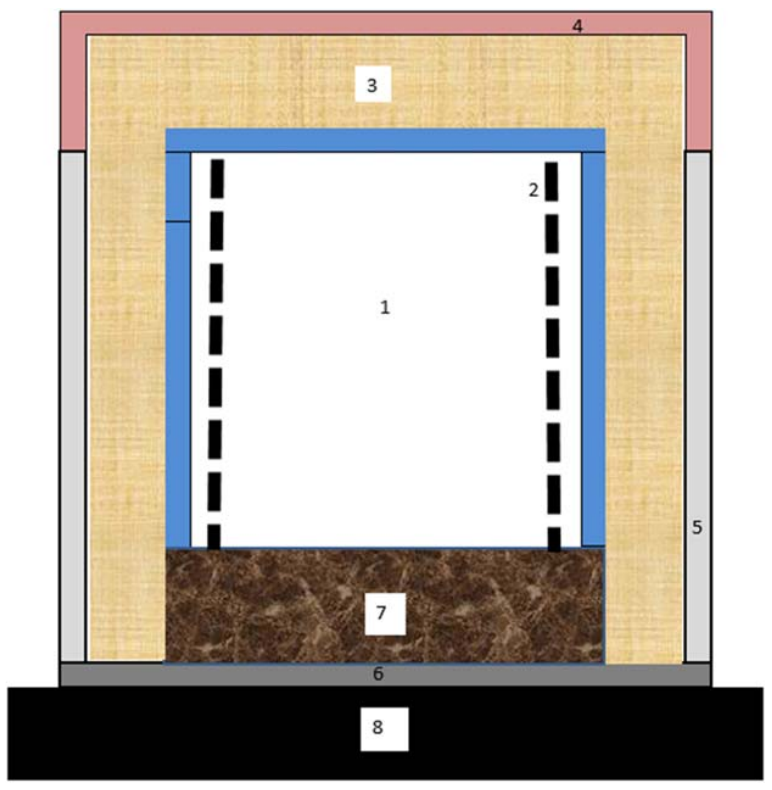
图36 石墨电阻炉。(1)炉膛电阻加热室;(2)石墨加热元件;(3)多孔/纤维/发泡碳绝热材料;(4)可拆卸气密盖(真空操作时为圆顶);(5)气密炉壁;(6)气密炉底板(真空操作时为圆顶);(七)承重保温炉板;(8)炉底板(真空运行时不需要)。
钨炉是一种应用于极高温度领域的专用炉,并不适合成本效益高的碳化硅生产操作。钼二硅化物加热和碳化硅加热炉由于可以承受必要的温度,并采用气密炉配置,适用于SiNBSC的生产。然而,对于需要2000°C左右温度的DSSC陶瓷,石墨衬里石墨加热炉是最佳选择。
对于DSSC,石墨电阻炉更易于适应连续生产配置,采用推料式或带式送料系统,即DSSC器件的连续进料,而不是批量加工。这是DSSC相对于HPSC(热压碳化硅)的主要优势。
电阻加热石墨炉在大规模工业生产中操作更加容易,但在小型规模上,从实验室研究到试生产,小型简单的感应炉也有一定的优势。
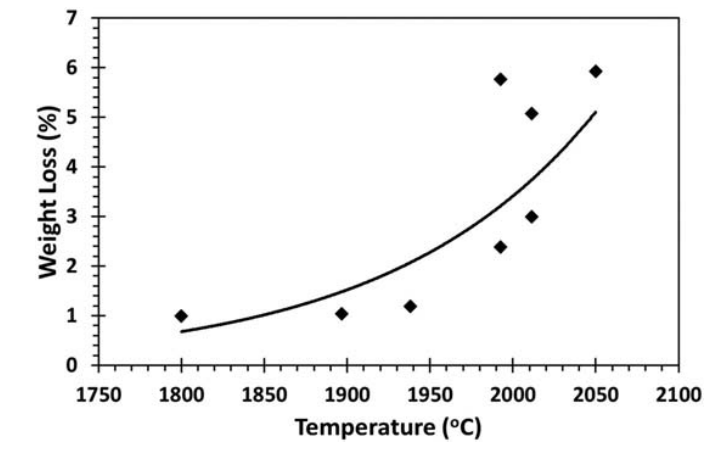
真空炉需要承受100 KPa的内爆应力,这对半球形炉盖而言代表着数吨的载荷,对真空容器的圆柱壁而言则代表着数吨的内爆载荷。在工业规模建造时,这会增加巨大的资本成本和工艺复杂性,因此只有在绝对必要的情况下才会这样做。对于DSSC而言,真空并不是必需的。此外,如图37 所示,SiC在1800°C以上温度的真空环境中会大量挥发。因此,在真空下烧结SiC不仅没有必要,而且实际上是有害的。因此,真空炉对于DSSC来说是一个不明智的选择。
一氧化碳和氢气是工业环境中危险的气体。从DSSC烧结适用性和实用性以及安全性的角度来看,常压下的氩气或氮气气氛是理想的选择。因此,设计用于在常压氩气或氮气气体下操作的炉子是最好的。
与可在隧道窑中连续烧结的氧化物陶瓷不同,SiC生产涉及密封炉和受控气氛环境。此外,烧结温度也极高。因此,DSSC陶瓷生产中最关键的问题之一就是在1500℃以上的范围内进行温度测量。以下热电偶与之相关:
S型:铂铑10%/铂。0℃~1600℃。
R型:铂铑13%/铂。0℃~1600℃。
B型:铂铑30%/铂铑6%。800℃~1700℃。
C型:钨5%铼/钨26%铼。0℃~2315℃。
A型:钨5%铼/钨20%铼。0℃~2500℃。
所有致密化过程均在惰性或还原气氛中,温度超过1800℃,适用于C型和A型热电偶。因此,温度测量主要有两个选项:
钨铼热电偶(极限温度为2315℃或2500℃)。
光学高温计(无特定极限)。
钨铼热电偶无疑是更精确的选择,但需要注意以下几点:
热电偶寿命有限,接近其工作极限的时间越长,寿命就越短。
钨铼热电偶价格昂贵。
热电偶的位置要求一致。它应该直接接触石墨或坩埚壁,位于一个指定的、严格遵守并每次炉运行都要验证的位置。
钨铼热电偶在高温下完全不能承受任何氧气。
由于钨铼热电偶的高成本、定位和使用寿命问题,大多数热压系统使用瞄准石墨炉壁的光学高温计。与热电偶相比,光学高温计的温度测量精度和可靠性都大大降低。它们存在一系列问题,最重要的是:
观察窗口(光学引通): 熔融石英在1700°C时熔化,合成蓝宝石在2000°C时熔化,尽管这两个窗口在接近熔点时都不稳定。蓝宝石仅在840°C以下稳定,熔融石英在高于1000°C时会在表面污垢存在的情况下重结晶。因此,通过这样的窗口瞄准1500°C~2100°C的炉膛内部虽然是可以实现的,但存在挑战,设计需要非常精良。窗口可能会因机械故障、超压应力或真空应力而爆裂,造成灾难性后果。
发射率: 发射率是高温计的一个关键问题。本质上,高温计通过测量发射率来测量温度,根据斯特凡-玻尔兹曼定律,黑体的温度与总辐射能量成正比,发射率是方程中的比例常数。理想的黑体发射率为1,但工业炉中不存在理想的黑体。石墨的典型发射率约为0.78,但石墨的发射率并不是绝对恒定的。它会受到表面形态、纯度、成分和其他未知因素的影响。可以说,即使是两个相同的石墨白炽表面,即使它们的成分和炉体配置相同,并且处于相同的温度,也不会给出相同的温度读数。因此,高温计是一个有问题的温度控制系统,存在许多风险因素,可能会以不可预测的方式影响精度。
关键问题是保持一致性: 无论使用哪种温度测量系统,都需要采取一致的方法。过热和欠热都存在危险,并且会带来经济损失。过热的危险是显而易见的。对不熟悉的人来说,欠热的问题就不那么明显了。DSSC是一种简单的烧结机制,但过高的温度会导致晶粒异常生长。精确可靠的温度控制是绝对至关重要的。
任何工艺流程在实践中都不可能完全按照论文或专利中的描述进行。总会有许多细节无法在专利和文章中完全体现。
此外,原材料和窑炉系统的细微差异可能会产生重大且难以预测的影响。2000°C 高温区环境复杂且难以预料,主要原因是难以精确测量温度和热区温度均匀性未知。这仅仅是将看似简单的纸面工艺转化为工业生产或实验室样品所面临的诸多挑战中的几个例子。
因此,无论是工业规模生产还是实验室样品制作,认真对待 DSSC 制造的人都应该投入大约一年的研发时间。对于后续的商业化生产,在研发之后还需要大量的试生产时间,然后才能转向全面生产。
第二个重要问题是在质量框架(例如 ISO9001)下进行制造。在 2000°C 高温环境下使用非氧化物陶瓷时,持续的质量保证和故障排除更具挑战性。此外,考虑到全球范围内大部分 DSSC 用于防弹衣行业,汽车、航空航天和核工业也是重要市场,质量控制失误的后果非常严重,甚至可能危及生命安全。
ABC SSiC-DSSC 系统是一种适用于工业生产的成熟技术(SiC-SiC 复合材料系统,其中 SiC 充当结构骨架和增韧相)。其工艺步骤概述如下:
SiC 粉体:
选用表面积为>10 m²/g (理想值为 15 m²/g) 的亚微米级绿色 α-SiC 粉末,可直接从 SiC 供应商购买,也可自行制备(例如,使用 WC 涂层不锈钢球磨罐和 WC 研磨球,对高纯度磨料级 (1000 目或更细) 绿色 SiC 进行磨耗研磨以增加表面积)。BET 表面积分析可用于验证研磨过程优化的工艺时间。
烧结助剂:
将约 0.7 wt.% 的细 AlB2 粉末和约 2 wt.% 的碳粉 (源自酚醛树脂) 与亚微米级 α-SiC 混合。AlB2 最好在球磨过程中混合,然后添加酚醛树脂,之后成型并固化陶瓷坯体。
成型:
在成型之前添加粘合剂以增加坯体的可成型性。单轴压、等静压或粉末注射成型都是不错的选择。单轴压成本低廉且操作简单,但成型形状复杂性有限。等静压成本稍高,但仍具有成本效益,且可实现更复杂的形状。当形状复杂性和尺寸精度至关重要且成本居次时,粉末注射成型是合适的选择。3D 打印或坯料生坯机加工是近来行业中出现的另一种新方法。
烧结:
在氩气氛中于约 2150°C 温度下烧结 30 分钟,可获得接近 100% 的高致密度。然而,超过 2000°C 时会发生过度晶粒长大,导致致密度下降。最佳工艺取决于最终应用。是高致密度重要还是细晶粒重要。对于最高的质量要求,热压是实现 100% 致密度和细晶粒的唯一可靠方式,但成本也较高。
取舍分析: 燃烧工艺的選擇取決於最終應用對密度的要求和晶粒尺寸的敏感性。例如,用於防彈衣的 SiC 陶瓷可能優先考慮高密度,而用於精密電子器件的 SiC 陶瓷則可能需要更細的晶粒尺寸。
氧化钇-氧化铝 (Y2O3-Al2O3) 体系是适于工业生产的另一种选择。其工艺步骤概述如下:
SiC 粉体:
与 SSiC-DSSC 技术类似,使用表面积为 0.10 m²/g (理想值为 15 m²/g) 的亚微米级绿色 α-SiC 粉末。
烧结助剂:
根据图 23,将细粒 (理想值为亚微米级) 的氧化钇和氧化铝粉末按 50:50 重量比混合,添加到亚微米级 SiC 中,约占 10 wt.%,然后使用 WC 涂层不锈钢球磨罐和 WC 研磨球进行球磨混合。研磨时间需根据具体设备特性进行优化。
成型:
添加粘合剂后进行成型。单轴压、等静压或粉末注射成型都是不错的选择,具体可参考前述方法。
烧结:
作为烧结优化研发程序的起始点,可考虑在氩气氛中于 2000°C 左右烧结 1 小时。对于防弹应用,目标是尽量减少孔隙并实现细小晶粒,但两者无法同时优化,需要通过热压工艺才能兼顾。对于 DSSC 应用,需要在密度和晶粒尺寸之间进行权衡,因此弹道测试将是最佳的优化标准。
对于核能、航空航天、汽车等更 specialized 的应用,烧结优化需要更多地关注微观结构。对于高端核应用,推荐使用 NITE 工艺。
优化目标: 根据不同的应用目的,LPS-DSSC 的烧结优化策略也需要调整。例如,针对防弹材料,首要考量是减少孔隙,而对于电子器件应用,则可能更注重晶粒尺寸的控制。因此,在实际生产过程中,需要根据具体需求进行精细优化。












 首页
首页
 检测领域
检测领域
 服务项目
服务项目
 咨询报价
咨询报价
