
本文介绍了铸钢丸测试的意义、方法、标准和项目,以及常见问题解答和参考资料。如果你想了解更多关于铸钢丸测试的信息,或者需要我们为你提供高质量的铸钢丸检测服务,请联···
全国咨询热线
铸钢丸是一种选用高品质钢材碎料,经熔化,高压水喷射成型、热处理后得到的钢丸。铸钢丸具有良好的耐磨性、抗冲击性和耐腐蚀性,广泛用于金属表面处理、喷丸强化、铸件清理、管道除垢等领域。铸钢丸的尺寸和硬度是影响其使用效果和寿命的重要因素,因此需要对其进行规范的检测和评价。
铸钢丸作为一种高效的喷丸介质,可以对金属表面进行清理、去除氧化皮、锈蚀、油污等杂质,提高金属表面的光洁度和粗糙度。同时,铸钢丸也可以通过高速冲击对金属表面产生塑性变形,形成压应力层,提高金属的抗疲劳强度、抗拉强度和抗裂纹扩展能力。此外,铸钢丸还可以用于改善金属表面的涂装附着力、电镀性能和焊接性能。
本节主要介绍检测项目、检测方法和检测标准。
AMS2431/1F-2017 Peening Media(ASR) Cast Steel Shot, Regular Hardness(45 to 52 HRC)
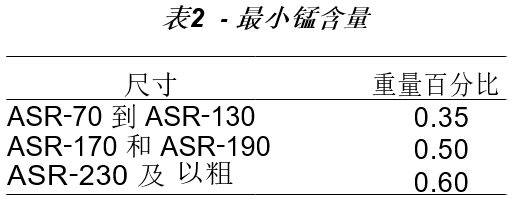
化学成分
指铸钢丸中各种元素的含量,主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)等。化学成分直接影响铸钢丸的机械性能和耐腐蚀性。
标准要求:铸钢丸的化学成分应符合表1所示的要求。
元素 含量(%) C 0.80 - 1.20 Si 0.40 - 1.50 Mn ≤ 1.20 P ≤0.05 S ≤0.05
硬度
指铸钢丸抵抗被硬物划伤或压入的能力,通常用洛氏硬度(HRC)表示。硬度反映了铸钢丸的耐磨性和抗冲击性。
标准要求:不少于 90%的读数(负载500g)应位于 45至52 HRC 或等效范围内,根据 ASTM E384 确定。
显微结构
指铸钢丸在显微镜下观察到的金属组织形态,主要包括奥氏体(A)、马氏体(M)、珠光体(P)、索氏体(S)、渗碳体(C)等。显微结构与铸钢丸的热处理工艺密切相关,决定了铸钢丸的力学性能和耐腐蚀性。
标准要求:3.4 显微结构应显示均匀回火马氏体与碳素体
密度
指铸钢丸单位体积的质量,通常用克/立方厘米(g/cm3)表示。密度反映了铸钢丸的均匀性和紧实性。
标准要求:铸钢丸的密度应不低于7.0 g/cm3。
污染 指铸钢丸中夹杂的非金属或异种金属杂质,如砂粒、灰尘、油污等。污染会降低铸钢丸的清洁度和耐腐蚀性,影响喷丸效果和设备寿命。
标准要求:钢丸的污染物质量百分比应不高于0.5%
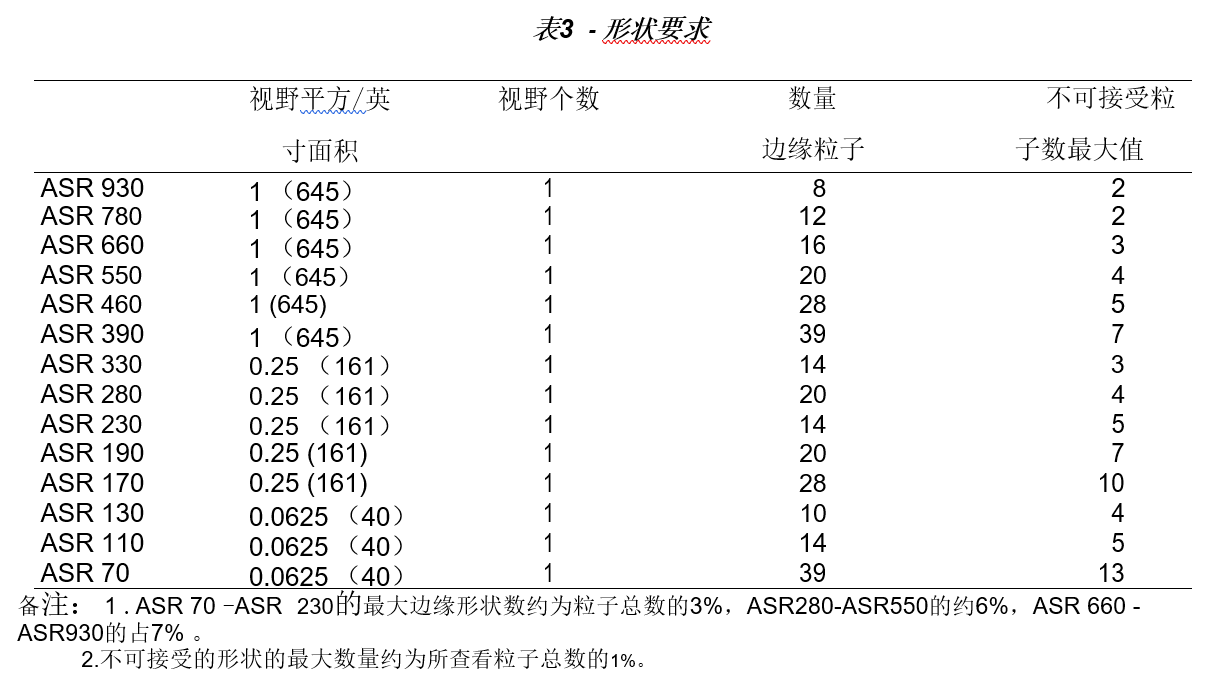
形状
指铸钢丸的外观形态,主要包括球形度、圆整度、角度等。形状影响铸钢丸的流动性、覆盖率和冲击力。
标准要求:见下图
内部缺陷
指铸钢丸内部存在的裂纹、气孔、夹杂等缺陷。内部缺陷会降低铸钢丸的强度和韧性,导致铸钢丸易碎裂和磨损。
标准要求:不超过15%的喷丸颗粒表现出确定的裂纹、空心或收缩。
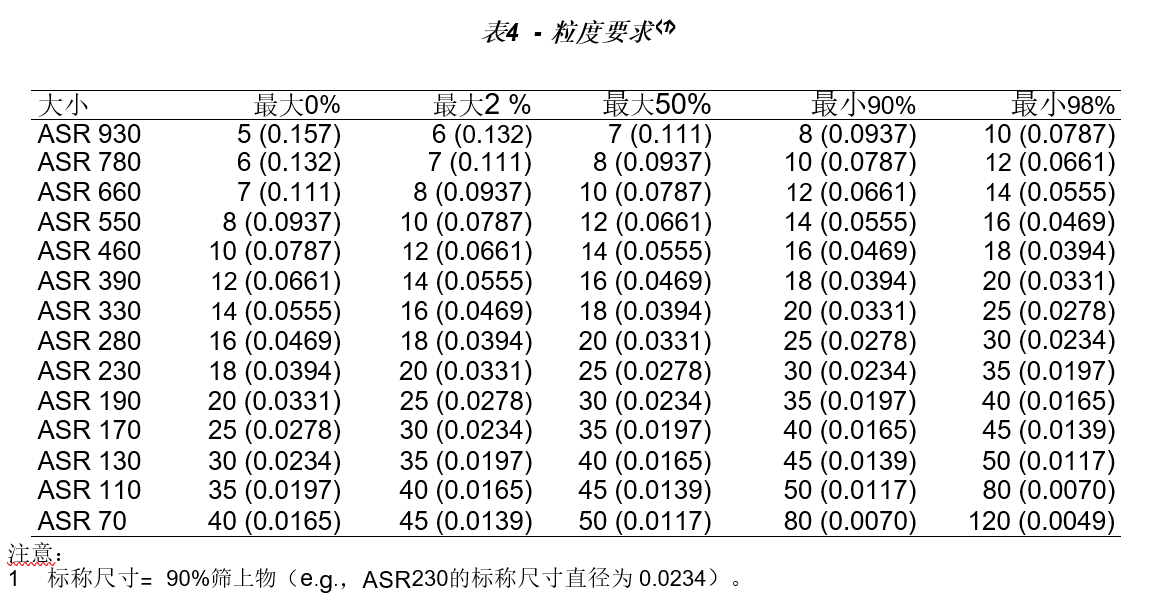
颗粒尺寸
指铸钢丸的直径或筛分范围,通常用毫米(mm)表示。颗粒尺寸是喷丸强度、覆盖率和硬化层深度的重要影响因素。
标准要求:见下图
本节采用QA的方式,回答一些关于铸钢丸测试的常见问题。
A: 铸钢丸测试可以对铸钢丸的质量和性能进行评价,保证其符合客户的需求和标准的要求,提高喷丸效果和设备寿命,避免造成金属表面的损伤和污染。
A: 铸钢丸测试需要专业的检测设备和条件,如光电直读光谱仪、洛氏硬度计、金相显微镜、水位计、图像分析仪、筛分机等。同时,还需要符合标准规定的样品制备、检测环境和操作人员。
A: 铸钢丸测试有以下注意事项:
检测前,应对铸钢丸进行充分混合,以保证样品的代表性。
检测时,应按照标准规定的方法和步骤进行操作,避免人为误差和干扰。
检测后,应对检测结果进行记录、分析和评价,判断铸钢丸是否合格,并出具检测报告。
AMS 2431/1F Peening Media - Cast Steel Shot, Regular Hardness (45 to 52 HRC)
一对一为您答疑解惑



